ANSWER: This is one of the most common problems in the control systems of power plants. Designers don’t always realize that when the level increase in a steam drum is caused by a temperature increase or a drop in pressure, the mass of water in the drum drops because of the swelling effect caused by the increased number of steam bubbles. One should not use such level detectors as conductivity, but sensors that detect the weight of the water column, such as d/p or displacement.
The three-element control system is used to eliminate this upset by reacting to load changes as they occur. It detects the flow rates of both the steam and the feed water, plus the level in the steam drum (Figure 1). The water flow is controlled by a closed-flow control loop so that pressure disturbances will not affect the feed-water flow. In addition to the three primary control variables, the drum vapor-space pressure compensates for steam density changes. This pressure modifies the raw level transmitter signal through the multiplier (LY-108 in Figure 1) to correct for the density change of saturated steam derived from the steam tables.
FIGURE 1: THREE-ELEMENT FEED WATER SYSTEMTo make gain adjustments on such a system, the first step is to determine the relative gains between the level and the flow loops. By observing a change in boiler load, one can note the particular boiler “swell” characteristics (Figure 2). Maximum system stability will result when the negative effect of swell equals the positive effect of flow.
FIGURE 2: CHARACTERISTIC MISMATCHI have found feed-forward controls (Figure 3) effective for reducing the influence of shrink-swell and inverse-response phenomena. If the steam and water flow rates are identical, the summer sends a 50% signal to the flow-difference controller (ΔFC-109). If the level controller is on set point, its output is also 50%, and the opening of the water control valve remains unchanged. The two flow transmitters have identical ranges. An increase in steam flow will call for an equal increase in feed-water flow. When the flows are identical, the difference-controller output signal returns to 50%.
FIGURE 3: FEED-FORWARD CONTROLErrors caused by the inaccuracies of the flow meters and the withdrawal of perhaps 2.5% of the water as “blow-down” (which is not converted to steam) will prevent the two flow signals from being identical. Any error in the steam-water balance will cause a falling or rising of the steam drum level. Therefore, the level controller will slowly readjust the set point of the flow-difference controller to maintain a steady-state balance.
The system assumes the use of orifice-type flow sensors and does not use square-root extractors, because the oscillation period and dynamic gain of a two-capacity level process varies directly with flow. The gain of the feed-water control loop without square-root extraction seems to compensate correctly for the process gain change.
Figure 3 also shows an external feedback from the flow-difference measurement to reset the level controller. This feature will precondition the level controller during startup or at other times when feed water is controlled manually or otherwise is limited. This external reset guarantees that an increase in steam flow or blow-down flow will increase the feed-water flow immediately, without waiting for the steam drum level to change. This means that the feedback portion of the loop (LIC-108) will need only to trim the ΔFIC-109 set point to correct for flow-meter errors.
Béla Lipták
ANSWER: The question is using mixed units of measure for pressure and flow rate. Kg/cm squared should be given as kpa or psi gage. Tons per hour should be lb/per hr. Then steam tables or material and energy balances can be applied.
Morton W. Reed, PhD, PE, Columbus Water Works
ANSWER: The three-element control has a feed-forward element from the steam flow rate. If you know what causes the fast changes in demand, you may add another input, with possible “lead-lag” element to the steam flow signal from that source.
Stephen Gaertner, PE, Sales Engineer, Clipper Controls
QUESTION: How does a loop-powered, 2-wire field transmitter work? How are 24V DC and 4-20mA transmitted within the same two wires?
S. Janakiraman, Technip Geoproduction S/B, Kuala Lumpur, Malaysia
ANSWER: First, 24 VDC and 4-20 mA are not two different signals: They are the same signal. 24 VDC is provided by the power supply. The two-wire device changes the loop current by varying the voltage drop across itself. Essentially it is controlling its own power consumption. If the process variable (PV) is at 0% range, it adjusts its own current consumption to 4 mA. If the PV is at 100%, it increases its own current consumption to 20 mA. 20 mA is achieved by lowering the voltage drop across itself. If a higher load (resistance) is introduced in the loop, the voltage drop across the transmitter is reduced.
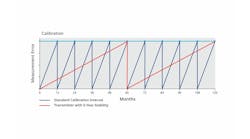
Most smart transmitters can drive a signal 3.6-21 mA, and many also meet the NAMUR standard requiring these current levels to indicate measurement beyond the normal range, as well as fault conditions. Therefore, a smart transmitter must operate on less than 3.6 mA. This is achieved by using low-power microprocessors running at low speed, sleep mode or other power management, putting a limit on how fast the device can perform computations.
Fieldbus devices, on the other hand, are allowed to draw 10 mA or more, and although they need more powerful microprocessors to handle the communications, they are also able to make faster, more sophisticated computations.
Jonas Berge, engineer, Emerson Process Management, Singapore