Our experts take on controlling the economy and measuring feedwater flow
This column is moderated by Béla Lipták, automation and safety consultant and editor of the Instrument and Automation Engineers' Handbook (IAEH). If you have an automation-related question for this column, write to [email protected].
Harry Crowney
[email protected]
A: I've been thinking a lot about the nature and possible control of this highly interacting, multivariable "control loop," and feel that one should consider chaos theory in addition to process control tools when analyzing it. Still, I do have a few ideas about it that reflect my process control background, my interest in identifying measured and control variables, gains, inertia, dead times and time constants.
While industrial processes can be described by heat and material balance-type equations, the same is not the case with the economy because one of its key variables is human emotion. Computers can measure, manipulate, calculate and memorize, but they can have no emotion. Yet, in case of the economy, human emotion—our optimism or pessimism about the future—is a key factor.
Loans for the economy are like oxygen for a scuba diver. As long as the oxygen in his tank lasts, the dive proceeds. Once the oxygen of loans starts to run out, recession starts, and depression arrives when the oxygen (optimism) is gone and the dive is over. Then, the diver must come up and refill the tank. In the case of the economy, refilling the "tank of optimism" requires that we first identify and start to expect a better future. Such change can be triggered by imaginative undertakings such as the Marshall Plan or by inventions such as the computer.
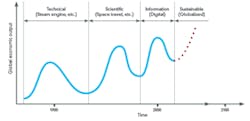
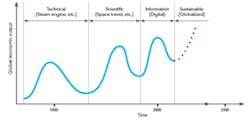
I believe that the next cycle of prosperity will start when we start agreeing on how to convert our lifestyle to a sustainable one, or in process control terms, when we agree on the setpoint of our global control loop. This start will be triggered by new inventions that will make us optimistic about the future (see figure). These inventions will have to make us optimistic, not only about solving our physical challenges, but also our mental ones.
The success of cascade control of a batch process largely depends on correct identification of the slave control loop. The manipulated variable of that loop must be the upbringing of the next generation. In other words, to trigger a new cycle of innovation-based optimism, which will fuel sustained material and emotional growth, we must concentrate on education and R&D, so that the new inventions will aim at long-term and global goals (cultural and material), and not on goals serving national interests or even less, the immediate satisfaction of the individuals in an atomized society.
Béla Lipták
[email protected]
A: A lot of work has been done in the area of "chaos theory," and has been applied to economic and natural systems. Normal probabilistic math and conventional control look at smooth-acting processes, whereas chaos theory looks at events happening in clusters. This sort of aligns with your thoughts of a batch process and various triggers going to different states. Very interesting ideas!
Simon Lucchini
[email protected]
A: I see another forcing function. This is governmental interference with the flow of commerce and the economy. When a government spends too much money in an effort to influence voters, eventually it goes into unsustainable debt. Taxes to pay for services not really required do not solve the problem, but remove investment money that should go into R&D and into new or improved businesses. When governments attempt to eliminate all dangers and problems for the citizens, we lose the incentive to work harder and think harder. If I believe that our government will take care of me forever, then why should I risk taking chances and make the effort to develop a new product and then start a business to produce it?
Cullen Langford
[email protected]
A: Using the Greek economy as an example, it clearly shows that if the process measurement is off or corrupted, the control loop will never work. If politicians are honest, the process measurement is good and there is a level of control of an economy. Does this ever happen? Hmm.
This does explain the mess the world economy is in on a regular basis: corrupt measurements (politicians, bankers, even scientists).
Rob Koene
[email protected]
Q: Boiler feedwater flow. I am having a problem validating the flow measurement from an inline flow nozzle in a boiler feedwater supply line. We can't get the flow nozzle measurement to agree with many other flow measurements that we take, primarily from orifice plates and DP cells on the discharge of our boiler feed pumps and different locations on the same feedwater line.
We take six other flow measurements that all are within 1 or 2 tons per hour (tph), which are consistently lower by about 3-4%. The flow rate of the water in the 460-mm pipe with a 106-mm wall thickness is very close to 1,465 tph of ultra-pure boiler feedwater at 230 °C. This is one of the most crooked pipes in the plant. The closest thing I can get to a decent meter run is about 12 feet of straight pipe with an elbow at each end.
I would like to use a transit time meter with clamp-on transducers that can take the high pipe temperature and the less-than-favorable flow profile. I have found information on a Controlotron 1010 series, but the temperature at the mounting locations is a complication.
I would greatly appreciate your thoughts and any suggestions you may have that might help me get that flow nozzle calibration sorted out. By the way, I am a proud owner of your Instrument Engineers' Handbook for 14 years and am using it today.
Ray Richards
[email protected]
A: You can contact Flexim. They do have a high-temperature version. You can also try Sonartrac flowmeters.
Raj Binney
[email protected]
A: Personally, I think you are wasting your time trying to calibrate/correct a flow nozzle, and expecting an accurate flow measurement. It would be OK to use a flow nozzle for control loop purposes because it's still highly repeatable, if not accurate. In that case, just know that a control loop with the nozzle dP as the PV is good enough to regulate flow at a constant value, even if it's off by 3-4%.
For an accurate flow measurement in a crooked pipe, I would use an ultrasonic flowmeter. Of course, there are even more accurate meters, but in boiler feedwater service, you probably do not need accuracy. If you are trying to use the feedwater measurement for a heat balance, then you should be able to use the flow nozzle calculated flow rate, but biased by the error that you've already seen from a material balance with other flowmeters.
Dick Caro
[email protected]
About the Author

Béla Lipták
Columnist and Control Consultant
Béla Lipták is an automation and safety consultant and editor of the Instrument and Automation Engineers’ Handbook (IAEH).
