Lumps, Clumps and Ratholes, Oh My!

This article was printed in CONTROL's August 2009 edition.
By Walt Boyes
Most level applications are for liquids and interfaces between two liquids. Yet there are many applications where it's useful to know the level of a powder or other bulk solid. But, there are some special issues with powders and bulk solids that have to be understood to make those measurements.
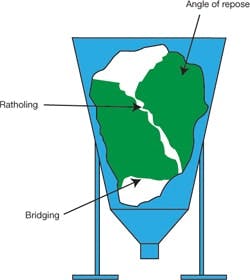
Angle of Repose
The first problem is that, while liquids have a flat surface, powders and other solids do not. Depending on how the solid is fed into the vessel, there will be a little mound. So measuring the level needs to account for the mound's angle of repose. What you're really trying to measure is what the level in the vessel would be if there was a flat surface. That's an inferential measurement, not a physical measurement, and this introduces error into the data.
Clumping, Bridging and Ratholing
Finely divided powders and particles that are subject to static electricity, such as plastic pellets, don't flow like liquids either. They clump together, and voids form around the clumps. This makes the apparent level higher than the actual level would be without the voids. Sometimes, when a vessel is emptied from the bottom, the voids form tunnels called ratholes. Bridging is the inverse of ratholing—instead of a void, a bridge of material forms and refuses to flow or move. Sometimes, slow mixing paddles can keep bridging and ratholes under control. In most cases, the vessel or bin can be attached to a vibrator, which shakes the vessel to pack the powder together. However, packing risks causing very large clumps, and vibration makes it hard to measure level.
Sometimes it's necessary to measure the level of materials more properly considered chunks. These too are subject to angle of repose and ratholing issues, but their added problem is that it's impossible to eliminate the voids between chunks. They also can cause extreme bridging, which must often be broken up manually.
In some cases, corrosion and, more commonly, abrasion can be an issue, and can dictate the level measurement method needed.
Measurement Strategies and Techniques
Because it's difficult to make solids level measurements, there are many measurement methods. Choosing the right one often depends on how frequently measurements need to be made. Many applications were traditionally considered so difficult that automation professionals only applied point level measurements for high and low level and overflow alarms. Sometimes, when the value of the measurement is high, a combination of techniques and technologies is used.
Because of the inherent problems in measuring the level of powders and bulk solids, expected measurement accuracy should be considerably less than that expected with liquid levels. And installed accuracy of a level measurement system may deviate wildly from the specified accuracy of the device performing the measurement.
For example, an ultrasonic or radar level transmitter may have a specified accuracy of ±0.5 in. (approx. 25 mm) or even better when calibrated on the manufacturer's test range, aimed at a solid target with nothing between the transmitter's face and the target. In a 30-ft tall (9.14 m) vessel, with a 60˚ angle of repose, and solids with an average diameter of 3 in. (~75 mm), the accuracy of the installed system might be ±2 in. (~50 mm). This same logic applies to any measurement technology. In fact, vendors regularly get calls from users who complain that the device they're using isn't as accurate as advertised. However, if vendors tried to specify installed accuracy, then nobody would buy such an inaccurate device!
Point Level Measurement Technologies
There are a variety of technologies used in solids level applications, from mechanical flop switches to gamma nuclear point level switches.
Diaphragm switches sense the pressure of the material as it rises to the level of the switch, and then presses on the diaphragm to actuate the switch. If there is ratholing near the switch, however, or bridging above it, the material will not press on the diaphragm, even though the level has risen above it.
Tilt or flop switches are also common and can have extended switch arms able to partially compensate for angle of repose issues. However, tilt switches can be easily damaged during filling, so they must be located away from the filling port.
For many years, the most commonly used point level technology in powders and bulk solids applications was the rotary paddle switch, or "bindicator." When material impedes the free rotation of the paddle, a switch actuates, signaling that the level has risen to its level. The paddle again rotates freely when the switch changes state, indicating the level has fallen.
In recent years, RF admittance and capacitance probes invaded the rotary paddle switch's territory because they're non-mechanical, solid-state devices that are reliable and easily maintained. They sense the change in dielectric constant that indicates the presence or absence of material, but they're susceptible to damage from falling material and, if the product coats the walls of the vessel, they may be inaccurate or fail. RF admittance designs are more impervious to coating problems than the original capacitance devices. They can't be used in ir other limiting factor is use in material of changing dielectric constant or in materials that carry a static charge.
Vibratory probes are devices that vibrate at a given frequency. The frequency changes when material contacts the probe, and a switch closure occurs. When the frequency returns to normal, the switch closure changes state.
Finally, gamma nuclear point level switches can be mounted externally to the vessel, and will actuate a switch closure when radiation from the source no longer reaches the detector. As soon as the level drops, the radiation returns, and the switch changes state.
Continuous Level Measurement Technologies
There are similar methods used for continuous level measurement of powders and solids, including some point level technologies, like RF admittance and capacitance, and gamma nuclear. For years, the weight and cable technology, also known as plumb-bob or yo-yo level measurement, was standard. More recently, non-contacting technologies such as ultrasonic, radar, guided wave radar and laser measurement reduced the market for yo-yo devices.
In capacitive or RF admittance devices, a long probe is suspended in the bin or silo, and change in capacitance or admittance along the probe's length can be calibrated to be equivalent to the level in the bin. Like yo-yos, these probes are prone to damage from material in the silo.
In fact, a similar physical design is used for guided wave radar (GWR) systems, which are popular in solids level measurement, since they're accurate, aren't as dependent on changing dielectric as capacitive and admittance gauges, and can be located to minimize angle of repose issues.
Ultrasonic level devices also are widely used because they're non-contacting. But they need careful installation, since the geometry of solids can cause false echos.
Recently, laser level gauges found their way into the marketplace, and established themselves as useful for difficult solids measurement applications. (Read David Spitzer's article "Lasers Come to Level Measurement" in Control at www.controlglobal.com/articles/2006/018.html.)
Gamma nuclear gauges are also sometimes used in continuous level measurement for solids, but their cost per measured inch of level is so high that they're the measurement technology of last resort.
Weigh It!
When the geometry of the vessel allows it or the vessel itself is a batching device, weighing it and determining the level from weight is common practice. While it's easier to do this when the vessel is being installed by inserting load cells under the vessel as it's bolted to its pad, it's possible to retrofit this technology in the field, especially if the vessel is supported by legs.
Walt Boyes is the editor in chief of Control.
