Pressure control optimization
By Béla Lipták, PE, CONTROL Columnist
In this series on distillation controls, I’m discussing control and optimization strategies for pressure control. Distillation columns must be operated under constant pressure if temperature is to indicate composition. The primary advantage of floating pressure control is that, at minimum pressure, the required heat needed at the reboiler is thereby minimized. Other advantages include increased reboiler capacity and reduced reboiler fouling. The disadvantage is that the operating temperature is no longer an indication of composition. It needs compensation.
Pressure Control
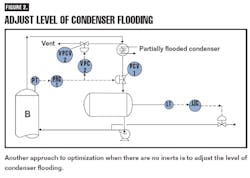
If the distillate is in the liquid phase and the amount of inerts is negligible, the column pressure can be controlled by modulating the cooling water flow through the condenser (Figure 1). This control scheme is recommended only when the cooling water is treated, because high temperatures can cause condenser tube fouling.
This configuration is simple and low-maintenance because the control valve is on the water side. The cooling water velocity should exceed 4.5 ft per sec (1.35 m/s), keeping the condenser residence time under 45 sec and allowing the use of a narrow proportional pressure controller. At higher residence times, the controller will require a wider throttling range and the addition of an integral mode, which will no longer be satisfactory for precision distillation applications, because the dead time will vary with load. Therefore, one should not use this control system when the process time lag is large.
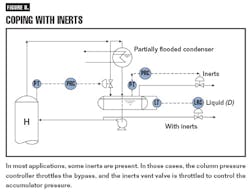
If one would like to have a more responsive control system, the control valve can be moved into the condensate line. In such a configuration, when the column pressure is dropping, the PRC reduces the opening of this valve, which causes the condensate level to build up, reducing the tube surface exposed to the condensing vapors due to the flooding of the heat transfer tubes. This reduces the rate of condensation and increases the column pressure. If it is expected that over time the inerts will accumulate and blanket the condenser, a vent valve should be added to the condenser.
Distillate with Inerts
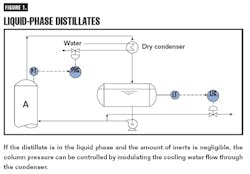
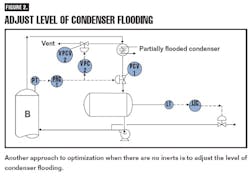
When the amount of inerts is variable (Figure 2), the purge stream is throttled by VPCV-2. As the inerts build, the pressure controller will first open up the control valve (PCV-1), which uncovers more tubes in the condenser and increases the rate of condensation. When PCV-1 is nearly fully open (say 95%), the valve position controller (VPC-2) starts to remove the inerts by opening control valve (VPCV-2).
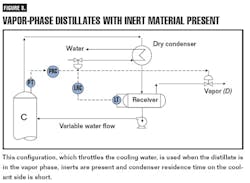
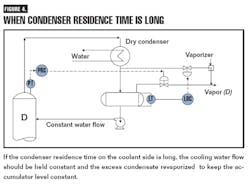
The control system shown for Column C in Figure 3 is used when the distillate is in the vapor phase and inerts are present. The overhead product is removed under pressure control. Here the level of the overhead receiver controls the cooling water supply to condense only enough material to provide the column with reflux. This control system will give acceptable performance only if the condenser residence time on the coolant side is short.
If this is not the case, the cooling water flow should be held constant and the excess condensate revaporized (Figure 4) to keep the accumulator level constant.
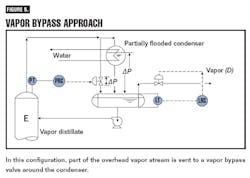
If the cooling water can cause fouling, or if the use of a vaporizer represents a substantial waste of energy, instead of revaporizing the condensate, part of the overhead vapor stream is sent to a vapor bypass valve around the condenser (Figure 5). This allows the condensate flow to stay constant, while the rate of condensation is varied by changing the degree of flooding of the tubes.
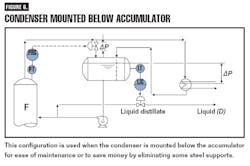
When the condenser has to be mounted below the accumulator (for ease of maintenance or to save on the steel supports), on a drop in pressure, the PRC increases the opening of the bypass valve, which increases the pressure in the accumulator and pushes some of the condensate back into the condenser to reduce its rate of condensation (Figure 6).
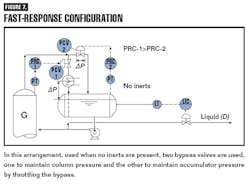
When the condenser is mounted above the accumulator and no inerts are present, two bypass valves are used (Figure 7). The column pressure is maintained by PRC-1, while PRC-2 (set at about 5 psig below PRC-1) is maintaining the accumulator pressure by throttling the bypass. This configuration provides fast response in pressure regulation. In most applications, some inerts are also present and therefore the column pressure controller is throttling the bypass, while the accumulator pressure is controlled by throttling the inerts vent valve (Figure 8).
Optimization: Minimum Pressure
Operating the column at the minimum possible pressure minimizes the energy cost of separation and improves tray efficiencies and latent heats of vaporization. It also increases the relative volatility and thereby increases the capacity of the reboiler by reducing operating temperature, which also results in reduced fouling. Reducing pressure also affects other parameters, such as tray efficiencies and latent heats of vaporization.
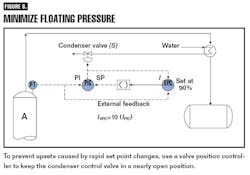
During minimum pressure operation, the set point is lowered to keep the condenser fully loaded.
In order to prevent the rapid set point changes from causing upsets, a valve position controller (VPC) is used to keep the condenser control valve in a nearly the fully open position (Figure 9). The integral-only VPC is set for an integral time of approximately 10 times that of the overhead composition controller, and bumpless transfer is guaranteed by external reset.
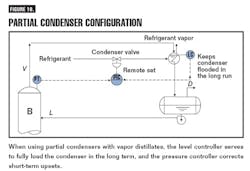
In case of partial condensers, (Figure 10) the level controller on the refrigerant side serves to fully load the condenser in the long term, while the pressure controller corrects the short-term upsets. In this case too, the response of the optimization loop must be much slower than that of the composition control loop.
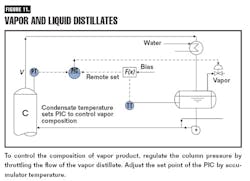
If controlling the composition of the vapor product is required (Figure 11), the column pressure is controlled by throttling the flow of the vapor distillate, while the set point of the PIC is adjusted by accumulator temperature, which is characterized to represent the desired composition. If changes are to be made in the product composition, the bias is adjusted.
Vacuum and Recompression
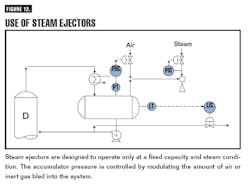
To separate some liquid mixtures, the temperature required to vaporize the feed at atmospheric pressure would be so high that decomposition would result. These columns are operated under vacuum. If steam ejectors are used, they have no moving parts and require little maintenance, but are designed to operate only at a fixed capacity and steam condition (Figure 12). It is the accumulator pressure that is controlled by modulating the amount of air or inert gas that is bled into the system. To save on operating costs, two ejectors can be used and switched to match the load.
Vapor recompression is another means of improving energy efficiency. Here the overhead vapor from the distillation column is compressed to a pressure greater than the boiling point of the process liquid at the tower bottoms. This way, the heat of condensation is at the reboiler. This scheme is often used when the boiling points of the top and bottom products are similar. Examples of such processes are cryogenic demethanization or the propylene fractionation. Fluidized catalytic cracking unit main fractionators and crude towers also make use of compressors to “draw” vapors from their essentially atmospheric towers.
| About the Author |

