Dynamic simulation aids recycling plant redesign
By Georges-Edouard AlexisIn the 90s there was great interest in North America in increasing paper recycling capacity. The enthusiasm to produce, combined with lack of experience with an emerging industry, led some to rush plant designs before they were fully vetted. At the time, there was a lot of speculation as to what it would take to produce high-quality recycled pulp.Several of the mills built during the period have since closed. The reasons for their failure include poor design, poor water management, high energy consumption and high raw material cost due to the increased demand for waste paper. Our recycle mill in Northampton Pa. was one of those ill-fated plants. In 2001, the mill was purchased by Belkorp Industries Inc. and renamed Newstech PA, LP.Newstech PA, is a deinking pulp mill with a design capacity of 420 air-dry metric tons/day. Our engineering group has been tasked with studying the redesign and feasibility of reopening and operating the plant. At an early stage of the process study, it was determined that some form of process simulation software should be employed. When conducting a process study, it is important not to overlook any aspect of the operation. It is, therefore, very important to go through every control loop. Several different types of software were initially used to obtain a mill-wide mass balance, but always with the assumption of steady-state conditions.
VIRTUALLY THE REAL THING
Ful, dynamic process simulation means never having to say you're sorry for poor design decisions after the plant starts up.
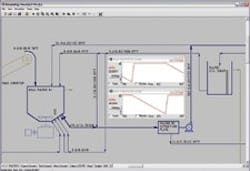
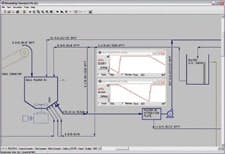
In order to produce a top-quality pulp, while efficiently using the mill’s limited fresh water supply, the engineering group had to design a totally counter-current system. The model helped us to separate the mill’s water loops, manage the temperatures in those loops, and most importantly, keep the fresh water system separate. Separating the water loops is critical to preventing the reintroduction of contaminants once they have been removed. With temperature being an important variable for the removal of stickies and other temperature-sensitive contaminants, it was important not to have the bleach loop warm up the screening loop, which would significantly lower our screening efficiency. The simulation allowed us to input the entire equipment energy load and accurately size a heat exchanger to remove the required heat.As part of the redesign, we were also able to simulate disaster situations to make sure that the system was not under-designed. The group was able to model pulp drier sheet breaks and monitor their effect on the fresh water system. Since dryer sheet breaks generate a large fresh water demand in the back of the process, we were able to see how quickly a sheet break might deplete our fresh water reserves. Seeing the high density storage chest filling with pulp and water during a sheet break showed us that if the process is not stopped quickly enough, we would not only end up with more water than we could handle, but also run out of fresh water. The resulting data showed us how long we could continue pulping with a sheet break. Don’t Forget TrainingOperator training is another benefit we’ve derived from the simulation software. Having been in operating mills and knowing what kind of problems occur during a run, experienced staff can safely simulate these problems and help operators-in-training come up with ways to solve or prevent them. Because every operator has his or her own style of running the mill, we are now able to instruct others on which techniques work and which do not. Process simulation is helping to eliminate the guesswork. From a quality standpoint, with the software we are able to simulate the addition of contaminants into the balance and follow them through the whole white water system. Most mills have figured out how to remove some of these contaminants from the pulp, but keeping them out of the pulp can be difficult. As noted previously, contaminants can inadvertently be reintroduced later in the process via reuse of water.Simulation modeling assisted us in monitoring the contaminants’ concentration in the different rejects streams and allowed us to reuse some of those streams into earlier parts of the process. In so doing, we could lower the concentration of contaminants in that stream, increase the overall system yield and keep a close eye on the contaminants within the whole mill-wide water inventory.That In Control Feeling
Process simulation allowed us to feel more confident and in control of the redesign effort. Making a decision now has become a routine matter of simulating the idea to check its effect on the mill’s system.Also, while tracking of all the solids in our system we knew exactly what solid loading we were sending to our effluent treatment. Knowing that allows us to accurately size the mill’s flotation clarifiers to handle the load. Applying for an effluent discharge permit became simpler since we knew the resulting solid loading, the volumetric flow and temperatures. As a whole, process simulation software, and specifically CADSIM Plus, has helped us in more ways than we would have imagined when we began this project. As a company, we feel that no mill should be designed without the use of dynamic process simulation software. We are confident that when Newstech PA is recommissioned, that it will start and operate with minimal problems.Purchasing the software and developing in-house simulation expertise has turned out to be one of the best investments we could have made. Consultants can cost tens of thousands of dollars or more to provide mills with dynamic balances. Significant savings were realized by doing most of this work in-house.With the ever-increasing cost of raw materials, demand for a more cost-effective product, and high operating costs, every mill is forced to keep optimizing and cut cost. Simulation modeling with a true dynamic simulator takes the guesswork out of making changes in the mill when one can simulate a change and see its effect on the whole process.Georges Edouard Alexis is a Project/Plant Engineer for Newstech PA LP, based in Northampton Pa. Since his graduation from West Virginia University in 2001 with a BS in Chemical Engineering, he has been managing and implementing projects in the Pulp & Paper industry. He’s been involved in the design and construction of a roofing paper mill in Tuscaloosa, Ala. and has been directly involved in several mill acquisition due diligence studies. He is now working on the redesign of a newly acquired Deinking Pulp Mill.
