Artificial intelligence in process automation


WHAT IS intelligence? It is the totality of mans mental processes. Intelligence makes us capable of adapting to our environment. It is what a child uses to process the information received from the sensors of hearing, vision, touch and the observation of the relationships between the causes and consequences of outside events. Figure 1 below illustrates a neuron of the human brain, which allows us to relate a number of inputs (x) to an output (y). Human intelligence includes the capability of perceiving relationships and analogies, reasoning, storing and retrieving information, classifying, generalizing, predicting on the basis of the past and adjusting to new conditions.
FIGURE 1: BIOLOGICAL NEURON MODEL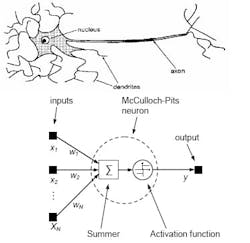
Over the years, through the efforts of control professionals, our process controllers have gradually become more and more intelligent. First we improved PID control by adding external reset, decoupling, dead time and dynamic compensation, gain scheduling, feed forward and auto-tuning. Than came the linear quadratic Gaussian (LPG) regulator, Kalman filter, model predictive control (MPC), adaptive control, repetitive control and optimization.
In the vocabulary of control engineers, artificial intelligence is a relatively new term. It was coined during a technical conference at Dartmouth University in 1956. This article will concentrate on the latest stage, the family of algorithms consisting of fuzzy logic, rule-based artificial intelligence and neural networks.
Today, our control tool, the computer, can handle 10 billion instructions per second and has memory densities exceeding 300 GB per square inch. Compared to human intelligence, machine intelligence is more reliable, because computers do not get tired, mad, drunk, jealous, angry, fall in love, become senile, etc. In addition, intelligent machines have no egos or emotions; they just follow orders of their programmerswho do have egos and emotions.
Naturally, the knowledge of machines cannot exceed that of their programmers. Therefore, the process control knowledge of the programmer is key because one must fully understand a process before one can control it.
Certain machines already approach or border on having intelligence and as such, can often replace or outperform human operators. For example, the computer Deep Blue beat the world chess champion, Gary Kasparov. Artificial intelligence (AI)-based computer systems are also the primary controllers of spacecraft. Similarly, industrial unit operations can be fully automated and can optimize the production rate, efficiency and safety (*1) of the processes they control. Other examples of AI include global positioning, autopilots in airplanes and the directing of driverless vehicles and military robots. AI has also been used in the field of medicine; for example a semi-automatic robot assisted the doctor when he replaced my heart valve.
Some form of intelligence is incorporated in all of the following control strategies and control tools: artificial intelligence (*2), artificial neural networks (ANN) (*3), back propagation algorithms, business rules, case-based reasoning, common sense, cybernetics, data mining, data visualization, evolutionary software, expert systems (ES) (*4), face recognition, fuzzy logic (FL), genetic algorithms (GA), herding control, intelligent agents, intelligent controls, internal model control, knowledge-based systems (*5), language processing, machine learning, model-based controls, model-free controls, model-predictive control, neural networks forecasting, object-oriented networks, optimization, pattern matching and recognition, robotics, rule-based systems, speech recognition (*6), statistical process control, supervisory controls, text mining, unit operation control, visionthe list goes on.
Limitations of Intelligence
Human intelligence tends to focus on the short range and humans tend to assume that the future will be similar to the past. Our intelligence evolved to serve our individual survival and, therefore, its time scale is closely related to our life spans. Human intelligence is less concerned with the distant future, and it assumes that nature can affect humans, but not the other way around. This is because in the past, the scale of human influence was not large enough to have global consequences.
Yet, the facts are that during the last century, global population doubled, the carbon dioxide content of the atmosphere quadrupled, the consumption of resources increased five-fold, the consumption of water six-fold, consumption of oil seven-fold, not to mention the potential future consequences of global warming or of the proliferation of nuclear weapons, the number of which today exceeds 100,000.

An artificial neural network (ANN) process control modeltrained on historical datacan predict the scale and timing of future events.
(Click image to enlarge.)
For the above reasons, some might argue that for certain tasks, the scientific or artificial intelligence of machines is more likely to provide reliable results than does human intelligence. One of these tasks can be the model-based predictions of the longer range outcomes of present trends. One might argue that a process control model, such as the ANN of the global warming process shown in Figure 2, can be trained on historical data to predict future trends. (Later in this article I will show, how ANN can be used to determine the gains, time constants, dead times, inertias and interactions of various processes.)
By using ANN and other intelligent tools, we can obtain scientifically reliable predictions of the future consequences of present actions. Some might argue that these scientific predictions are based on incomplete sets of data or on biased facts. This can be a valid argument, as no expert system knows what it does not know! Others believe that the past provides unbiased and reliable data and therefore, by training ANN models on historical data one can accurately predict the timing and size of future events. This debate is likely to continue for some time, and process control professionals can make major contributions, because they can point to the many AI applications already in successful use in a variety of industrial, transportation and other processes.
It is too early to say where the limits of AI applications are (*7). It seems reasonable that AI can predict the outputs of either industrial or nonindustrial processes on the basis of their inputs, as long as it is good enough to train the ANN relationship on past data.
Intelligence is seldom exact or mathematical. A tennis champion seldom understands Newtons laws or the principles of aerodynamics that determine the path of a tennis ball. Tennis is learned by a trial-and-error process (similarly to training an ANN model). This is done by observing the input variables involved in the process of hitting the ball and memorizing the consequences of those inputs. There might be 25 input variables, from spin to force and from direction to height, which all contribute to a perfect serve or a perfect return.
The AI model developed by years of training in the brain of the tennis player, is similar to the ANN model that is developed by training an AI controller on the past performance data of say a refinery. Once the ANN is trained, you just use it, because, as Yogi Berra put it: You cant think and hit at the same time!
White, Gray and Black AI Boxes
AI is an attempt to reproduce human reasoning and learning. It is a relatively new field: The first meeting of the American Association of Artificial Intelligence was held only in 1980. Yet, in some areas of application, such as process control, substantial progress has been made. The various AI strategies can be grouped into white, grey and black box categories.
The models of well-understood processes are referred to as white-box or first-principle models, because they are constructed from a priori knowledge and physical insight. Here, the dynamic models of the process are derived mathematically from the mass, energy and momentum balances of the process. Good examples of the early white-box models are the various feed-forward control schemes.
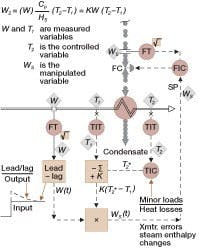
In case of a water heater (See Figure 3), we know how much steam will be needed to heat the water to match a new demand, so that the temperature of the hot water will remain constant. Therefore, by feed-forwarding that quantity as the set point to the steam flow controller (FIC), we can prevent an upset.
For those processes that are not understood the so-called black-box or empirical models are used. Here, because no physical insight is available, the process models are developed on the basis of measurement data. This means that input-output data is collected for some extended period of operation for both the steady state and the dynamic responses of nonlinear processes. The tools of black-box modeling include mathematical approximation via estimation theory, nonparametric regression, wavelet algorithms, fuzzy models and artificial neural networks (ANNs).
Fuzzy logic (*8) and gray-box modeling are non-mathematical. They are linguistically interpretable formations of rule-based models developed on the basis of the available expert knowledge and the measured data for the process. ANN can be embedded within databases or expert-system applications, can act as preprocessors or postprocessors to other systems, or be linked in a distributed architecture. From the process-modeling point of view, two main integration approaches can be distinguished: bias modeling and semi-mechanistic modeling.
The bias or parallel modeling approach assumes that a first-principle (white-box) model of the process can be obtained, but it is not possible to identify all the sources and statistical characteristics of the disturbances. In this case, a neural network is trained to predict the difference (residual) between the process and its first-principles model.
The semi-mechanistic model is based on a first-principle model and the unknown parts of the white-box model, such as the otherwise difficult to calculate parameters are represented by black box elements.
The Optimization of Unit Operations
Industrial unit operations (chemical reactors, distillation, drying, compressors, pumping, boilers, etc.) are well-understood processes. They can be described mathematically on the basis of their heat and material balances. In the past these processes were controlled by single PID loops, which maintained individual flows, pressures and temperatures, while the production rate, efficiency or energy consumption of the process remained uncontrolled. Later, it was realized that when a controller changes a valve opening, this affects not only that loop, butbecause it changed the heat and/or material balance of the processit upset the other loops also.
Plants do not sell levels and temperatures, but products, and what determines the profitability of the plant is the unit cost and quantity of the production. Artificial- intelligence-based control recognizes that the purpose of industrial plants is to make a profit. As a consequence, in order to optimize a unit operation, one can treat the individual process variables as constraints, and so long as all the process variables are within their allowable safe limits, one can modulate the process to increase production.
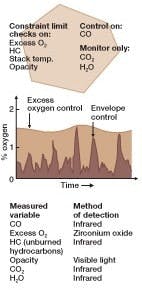
Multivariable envelope-based constraint control can lower overall excess oxygen by monitoring carbon dioxide and water and performing constraint-limit checks on excess oxygen, hydrocarbons, stack temperature and opacity.
Figure 4 illustrates such a constraint envelope for a combustion process where the main goal is to increase boiler efficiency by minimizing excess oxygen. Here the envelope optimizer keeps lowering excess O2 until one of the envelope limits is reached. When a constraint is reached, excess O2 control is temporarily transferred to the limiting constraint (CO, HC, opacity, etc.). Thereby, the boiler operation stays within a safe envelope, which is defined by these constraints. The lower part of Figure 4 illustrates the performance of a gas-burning boiler under conventional and under optimized envelope control. The energy savings are shown by the dark area. This saving results because envelope control makes the controls more sensitive.
Constraint envelopes are also used to stabilize the control of fast processes. For example, to control the guidance of rockets, missiles and other projectiles, engineers keep them inside a tunnel, which is defined by a safe envelope, and no correction is made so long as they are inside the tunnel.
Another example of a fast process is fluidized-bed coal gasification in which the residence time of the coal particles within the gasifier is only a few seconds. In controlling that process, I also found that envelope-based control increases stability.
Figure 5 below illustrates operation of the fuel cell, another fast process, which can also be controlled by constraint envelopes.
Herding-based optimization is another method of intelligent control. A herding envelope can, for example, be used to herd the heat from the interior of self-heating buildings. The interior offices of large buildings generate heat even in the winter, while the offices that have windows require heating. Therefore, the building can heat itself by transferring the heat from where it is in excess to where it is needed.
One can herd thousands of dampers by doing what a sheep dog does in directing a large herd. The Hungarian Puli, for example, goes after only one sheep at a time, the one that is furthest from the desired direction of the herd. I successfully used this algorithm, when I made the IBM headquarters in New York City self-heating.
FIGURE 5: OPERATION OF THE FUEL CELL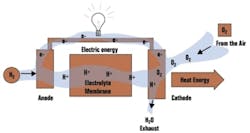
Fuzzy Logic
The fuzzy controllerviii is a nonlinear controller with a linguistic nature that provides an extra set of tools to the process control engineer. It is used to control nonlinear processes that are not fully understood and cannot be controlled by conventional methods. FL can be described as controlling with sentences instead of equations by casting verbal knowledge into mathematical representation. For example, the term hot is not used as a temperature that exceeds some minimum value, but as a 0 to 1 membership function, where 0 means absolutely no or total absence, and 1 means complete membership. The values of 0 and 1 can correspond to two values of temperature and membership describes the actual state of the process.
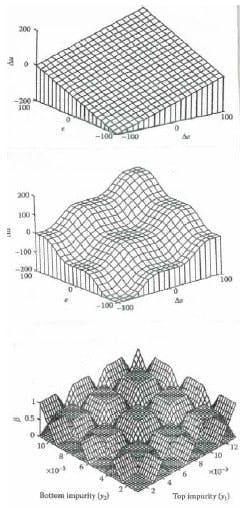
One can visualize the response of a controller on a three-dimensional x/y/z plot. As shown in Figure 6, the x axis is the value of the measured error (e); the y axis is the change of the error (Δe) during the last sample period; and on the z axis gives the corresponding output (y), which the particular controller generates.
Artificial Neural Networks (ANN)
Neural networks, fuzzy logic and statistical process control are all model free or black box methods of control. They can be developed for processes, which are not defined theoretically and cannot be described by a mathematical model. The major difference between fuzzy logic and neural networks is that ANN is trained mostly by data and less so or not at all by reasoning. The fuzzy logic model is superior in this respect, because not only the gain (importance) of its inputs can be modified, but their functions can also be adjusted.
The main limitations of all model free expert systems is their long learning period, (which can be compared to the growing up of a child) and the fact that their knowledge is based only on past events. Consequently, they are less prepared to handle new situations, less suited for anticipation and therefore, if the process changes, they require re-training.
Figure 7 below shows a three-layer ANN model that on the basis of the detection of a number of measurable variables, predicts parameters that are not so easily measured, such as the boiling point of the distillate or the Reid vapor pressure of the bottoms product of a column. Such predictive ANN models can be valuable because they eliminate the need for analyzers (which can be unreliable or high-maintenance), and also minimize the dead time in obtaining the measurement.
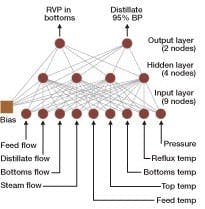
Three-layer ANN model used to predict the composition ( quality) of overhead and bottom products in a distillation process.
It should be noted that the experience of the process control engineers in the plant being controlled is even more important when using ANN-based control than it was when PID control is used. As shown in Figure 8, the artificial neural networks can be used to construct plant models and their inverses, within an internal model control (IMC) structure. The controller in effect is the inverse model of the plant. The ANN-based control system determines the difference (error em) between the process output (y) and the ANN model output and, after filtering that error to remove noise, it is returned as the feedback to the ANN controller. This reduces the uncertainty of the model. The difference between the outputs of the actual plant and the internal model can be caused not only by the model uncertainty, but also by process disturbances. Therefore, internal model control can also reduce the disturbance effect on the system output.

The fusion of neural networks and fuzzy logic in the form of neuro-fuzzy techniques is seen by many as the most promising way ahead for advanced process control applications. Fuzzy logic has been used in applications from adjusting air conditioners to controlling rice cookers. FL has also been applied in such consumer products as washing machines and in the measurement of the temperature of molten glass. In one self-verifying temperature detection application, an optical (INEEL) and a thermocouple type (AIC) sensor been combined into a single FL-based sensor that is more reliable than other detectors.
One advantage of FL-based sensors is that they can capture the knowledge of the operators in rule-based fuzzy logic statements. An example of such a statement might be, I trust the newly installed sensors less than the old ones! Soft sensors can also detect variables that are not measured, such as flow based on the rate of level change in a tank or on the basis of the opening of a control valve. Soft sensors are discussed in more detail chapter 7.18 in the first volume of my Instrument Engineers Handbook.
The mass flow of a gas, for example, can be calculated on the basis of the measurements of absolute pressure, differential pressure and temperature. Similarly, the flow through an adjustable-speed centrifugal pump can be calculated from the shaft power equation based on the measurements of the pumps power consumption and speed. Another application is viscosity control in rubber blending, where the final hardness of the batch rubber product can be predicted on the basis of batch temperature, pressure, agitator speed and torque. Smart sensors can also detect their own failure on the basis of signal observation. For example, if a signal is changing faster than the sensor is capable of, that can be interpreted as failure.
Manufacturers and users have both developed neural networks. For example Emerson Process Management offers an Intelligent Sensor Toolkit for creating virtual sensors for process analysis. Process Perfector from Pavilion Technologies combines neural networks with model-predictive control technology to develop its nonlinear model that is applicable to a wide range of processes (*11).
Neural networks can be installed in existing multivariable control applications and can calculate inferential properties while providing tighter control of nonlinear processes. NeuCOP II controller from NeuralWare incorporates nonlinear models into a model-predictive control strategy with an embedded optimizer that can compute optimal control actions without violating the operating constraints. This software package combines ANN, statistics and multivariable modeling techniques to create dynamic, nonlinear models from process data. The results can be implemented either manually or automatically.
User reports on successful ANN applications include municipal wastewater applications (*12), feed-forward control of refinery cookers (*13), soft sensors in acid plants (*14) and in steady-state modeling to improve chemical utilization (*15).
Conclusions
The age of the single-loop PID controller is nearing its end. Process control engineers of the future will treat the variables of flows, pressures or temperatures only as constraints, and will control and maximize the efficiency of unit operations by multivariable unit operations controllers. One of the tools that will be used to do that will be artificial intelligence. The fusion of fuzzy logic and neural networks seems to be the most promising advanced tool for future control applications.
What we all must remember is that no matter how advanced or intelligent the control algorithm is, it is still only a tool and the key to control remains to be the same what it was in the age of manual control, namely: One must fully understand a process, before one can control it!
Further Reading
There are no lack of references from which to enlarge your knowledge about the technologies of AI. Here are a few more recent sources.
- AI Magazine (ISSN 0738-4602), published quarterly in March, June, September and December by the American Association for Artificial Intelligence (AAAI).
- Artificial Intelligence and Soft Computing (Behavioral and Cognitive Modeling of the Human Brain by Amit Komar, ISBN 0-8493-1385-6, 750 pp., CRC Press (1999).
- Artificial Intelligence Applications in Manufacturing, A. Fazel Famili, Dana S. Nau, and Steven H. Kim, eds., ISBN 0-262-56066-6, 469 pp. Soft cover price is $49.95.
- Computational Intelligence, The Experts Speak, David B. Fogel and Charles J. Robinson, eds, ISBN 0-471-27454-2, 282 pp., IEEE Press/Wiley-Interscience (2003).
- Constraint Processing by Rina Dechter, ISBN 1-55860-890-7, 480 pp, Morgan Kaufmann Publishing, (June 2003).
- Fuzzy Logic Control, Advances in Applications, Hen Verbruggen and Robert Babuka, eds. ISBN 981-02-3825-8, 340 pp., World Scientific Publishing Co. (1999).
- The International Dictionary of Artificial Intelligence by William Raynor, ISBN 1-88899-800-8, 380 pp., CRC Press (1999).
- Neural and Fuzzy Logic Control of Drives and Power System, by M.N. Cirstea, A. Dinu, J.G. Khor and M. McCormick, ISBN 0 7506 55585, 399 pp., Newness, an imprint of Elsevier Science (2002).
| * End Notes |
- AIs scientific goal is to understand intelligence by building computer programs that exhibit intelligent behavior. It is concerned with the concepts and methods of symbolic inference, or reasoning, by a computer, and how the knowledge used to make those inferences will be represented inside the machine. Artificial Intelligence (AI) is an umbrella term for a variety of methods, including fuzzy logic, artificial neural networks, statistical process control and others.
- Neural networks are based on the way the biological nervous systems, such as the brain, function. The fundamental concept of neural networks is the structure, which is used in the information processing system. Their highly interconnected processing elements (neuron networks) use the human-like technique of learning by example. The neural network is configured for data classification or pattern recognition through training. Just as in biological systems, learning involves adjustments to the synaptic connections that exist between the neurons. Neural networks are being applied to an increasingly large number of real-world problems. Their primary advantage is that they can solve non-mathematical problemsproblems that do not have mathematical solutions or for which an algorithmic solution is too complex to be defined. In general, neural networks are well suited to problems that people are good at solving, but for which computers generally are not. These problems include pattern recognition and forecasting, which requires the recognition of trends in data.
- Expert systems use human knowledge to solve problems that normally would require human intelligence. These represent expertise in the form of data and rules, which can be called upon when needed to solve problems. Computer programs use decision-making logic and the necessary boundary conditions. This program knowledge is often embedded as part of the programming code, so that as the knowledge changes, the program has to be changed and then rebuilt. Knowledge-based systems collect the small fragments of human know-how into a knowledge base, which is used to reason through a problem. The ability of these systems to explain the reasoning process through back-tracing and to handle levels of confidence and uncertainty provides an additional feature that conventional programming can not handle. Most expert systems are developed via specialized software tools called shells that are equipped with chaining mechanisms (backward, forward or both), and require knowledge to be entered according to a specified format. They come with tools for writing hypertext, for constructing user-friendly interfaces, for manipulating lists, strings and objects, and for interfacing with external programs and databases. These shells are like languages, but with a narrower range.
- Often the term expert system is reserved for programs whose knowledge base contains the knowledge used by human experts, in contrast to knowledge gathered from textbooks or non-experts. More often than not, the two terms, expert systems and knowledge-based systems, are used synonymously. Taken together, they represent the most widespread type of AI application. The area of human intellectual endeavor to be captured in an expert system is called the task domain. Task refers to some goal-oriented, problem-solving activity. Domain refers to the area within which the task is being performed. Typical tasks are diagnosis, planning, scheduling, configuration and design. Building an expert system is known as knowledge engineering, and its practitioners are called knowledge engineers. The knowledge engineer must make sure that the computer has all the knowledge needed to solve a problem. The knowledge engineer must choose one or more forms in which to represent the required knowledge as symbol patterns in the memory of the computer; that is, he (or she) must choose a knowledge representation. He must also ensure that the computer can use the knowledge efficiently by selecting from a handful of reasoning methods. The practice of knowledge engineering is described later. We first describe the components of expert systems.
- In automatic speech recognition, a computer maps an acoustic speech signal to text. In automatic speech understanding, a computer maps an acoustic speech signal to some form of abstract meaning of the speech. Speech synthesis is the task of transforming written input to spoken output. The input can be provided in a graphemic/orthographic or a phonemic script, depending on its source.
- One might ask that if the contents of a human brain were downloaded into a machine, would that machine become self-aware? For obvious reasons, I do not presume to get involved with such questions.
- Fuzzy logic provides a means for finding crisp conclusions from vague and imprecise inputs similar to the way problems occur in everyday life. It offers a simpler method that can eliminate rigorous equations and the totally numeric logic flow of traditional computing. Fuzzy logic was introduced by Dr. Lotfi Zadeh of the University of California at Berkeley in the 1960s as a means to model the uncertainty of natural language. It is a superset of conventional (Boolean) logic that has been extended to handle the uncertainty in data. It is useful in process control, because it can handle relationships, which true/false type logic cannot. It lets a process control expert (or an operator) describe, in everyday language, how the process operates and how one can best control or operate a process. This is done without getting into the complex mathematical interrelationships or other theoretical aspects of the process.
- See section 2.31 in the second volume of the Instrument Engineers Handbook, prepared by Dr. János Abonyi.
- Supervised (ANNs trained to mimic a human operator or another controller), Adaptive (ANN controllers of minimum cost), Reinforcement type (ANN controllers trained by means of reinforcement training), Predictive (ANN controllers trained to match the output of an optimization routine on a plant simulator), Optimal (ANN controllers which include the capability to minimize non-trivial cost functions), Model Reference (ANN controllers trained to track a reference model), Inverse (ANN controllers using the inverse model of the plant as their reference), Output Matching (ANN control serving to minimize the error between the output of the actual plant and a reference signal from its model), Indirect Output Matching (Controller errors are calculated from plant output error signals by back propagating them through plant models), Direct Input Matching (Calculating the ANN controller error by using the controller as inverse model of the process).
- VanDoren, V.J., Advanced Control Software Goes Beyond PID, Control Engineering, January 1, 1998.
- Miderman, P.A., and McAvoy, T.J.,Neural Net Modeling and Control of Municipal Waste Water Process, Proceedings of American Control Conference, 1993.
- Hobson, G., Neural Net Applications at PSP, National Petroleum Refiners Association Meeting, 1990.
- Piosovo, M., and Owens, A., Sensor Data Analysis Using Artificial Neural Networks, Proceedings of Chemical Process Control IV, 1991.
- Samdani, G., Neural Nets, They Learn From Examples, Chemical Engineering, 1990.
