Justifying HART investments to management


INTELLIGENT FIELD COMMUNICATIONS

-
HART data integration with control, asset management and safety systems
-
Systems communicate with HART devices “full time”– both 4–20mA and digital
-
Systems detect impending problems and provides alerts
-
Continuously validates control signal integrity
-
Automatically detects deviation in device/system data
-
Continuous device diagnostics
-
Multi-Variable device data available to improve operations
IN PLANTS THAT employ safety systems, testing safety valves periodically is absolutely essential. After all, the last thing you want is for a valve to stick in an emergency. Under IEC and ISA safety system standards, a plant system’s probability of failure on demand can be reduced by increasing the frequency of system testing. Increasing frequency once was impractical for many plants, since valves could only be tested during shutdowns. However, plants now can run partial-stroke tests in which a valve is moved only a small percentage of its full range, to ensure that it functions properly in emergencies. If the valve actuator is HART-capable, the device can confirm its actual movement to operators and maintenance personnel.
Even in terms of day to day safety for workers, HART can play an important role. Norit Americas manufactures activated and reactivated carbon at its plant in Pryor, Okla. The manufacturing process requires the usage of acid, coal, steam, burners and compressed air, creating a hazardous work environment. By replacing conventional analog monitoring devices with HART-capable devices, maintenance personnel are able to run diagnostics and perform calibration checks and even make adjustments from the safety of the equipment control room through the use of a handheld set. In addition, the plant recently installed an asset management system workstation in its maintenance building, allowing personnel to work on HART-capable devices without leaving the structure.
Fritz Geiger, a systems product manager with Siemens, notes that HART Device Descriptions enable users to store all or nearly all of their instrument data in a single database, thus improving organization, reducing expenditures on multiple pieces of equipment and software, and making more efficient use of personnel.
“This provides high benefit for the user,” says Geiger. “He may have thousands of instruments and has to keep all of those different ranges and parameters updated. The best way to do that is to have all of the information available in a single database.”
Sasol, an international chemical manufacturer, can testify to the value and benefits of HART based on its use in its South African solvents operations. In 2000, as part of the planning process for construction of a butanol plant, the company set as goals the detection of field instrumentation and valve problems before they could cause production loss; migration from run-to-failure maintenance mode to predictive maintenance strategies; a reduction in control valve maintenance expenditures; and improved change management.
Sasol saw HART-based asset management as the means for achieving these ends. Among the benefits the company realized through the use of HART-based asset management just in the past two years are savings of nearly $2 million on prevention of plant trips, the avoidance of unnecessary repairs, and detection of faulty or poorly optimized valve positioners.
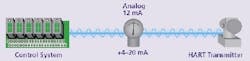
Two Simultaneous Communication Channels
- 4–20mA channel—fast, robust & reliable
- Digital two-way communication channel for device status, diagnostics, alerts, etc.
35–40 Data Items Standard in Every HART Device!
- Device Identification—Calibration Data
- Process Variables—Diagnostic Alerts
OBVIOUSLY, no two plants are alike, and results that each can achieve through use of HART can vary widely. Based on their experience working with a wide variety of users, systems and instrumentation vendors have come up with a number of implementation tips to consider and pitfalls to avoid:
Implement Solutions Gradually
Emerson’s Cobb notes that HART can be effectively implemented gradually, by tiers, making it easier to budget investments over a long period.
”At the low end of investment, you can stay offline and simply monitor loops on a manual basis periodically. This can be done in the field with a handheld communicator or by hooking up a PC equipped with asset management software, including data on all your instrumentation,” says Cobb. “At the next level up, you can establish continuous monitoring via a separate asset management system. And, beyond that, if your plant has invested in a control system with HART I/O, you can bring the secondary variables directly into it.”
Rely on Existing Equipment
Rely as much as possible on existing equipment says Steve Todd, marketing director for Moore Industries, which manufactures HART multiplexers. "We've found that customers that stand to gain the most from HART technology are the ones that can leave as much existing equipment in place as possible, yet still make significant, cost-effective process improvements. For example, if a customer wants valve position feedback at the control room, he can go the traditional route and run additional wiring back to the control room that provides this data. This gets expensive fast. A second alternative, though, is for the customer to leave everything else alone, and install smart HART controllers on the existing valves. Then, extract the stem position data from the HART digital data using a HART interface instrument installed in the control room.”
Demand Interoperability From Vendors
“While HART is a very open protocol, not every company subscribes to it,” says Honeywell’s Raghavendra. “Consequently, buyers should make sure from their vendors that the field device and/or system fully complies with the protocol as defined by the HART Communications Foundation. Customers also should encourage their vendors to register their devices with the foundation.”
Be Specific About Your Goals
Be specific about how you want HART to meet your needs, advises John DuBay, instrumentation product manager for Meriam Process Technologies. “Predictive maintenance is a great story, but many end users aren’t sure what diagnostics they’re looking for. If you ask them about the specific diagnostic capabilities they’re interested in, they’re not always sure.”
Provide Easy Access to HART Data
To achieve the benefits of online configuration and diagnostics, operations and maintenance personnel need to cooperate. However, that situation often is the exception rather than the rule, says DuBay. “Not many operators are eager to open up access to their maintenance crews because they’re fearful that devices could be reconfigured incorrectly or by accident.”
Know Where the ROI is Coming From
Masoneilan Digital Product Specialist Sandro Esposito advises that users should not expect to get substantial maintenance-related ROI from new HART-enabled digital valves. “The big rate of return is on the existing valves,” says Esposito. “You can graph a valve's performance over time and see that it plateaus at a high level of performance when it's new. You want to know where's the drop-off from that plateau, and how steep it is.”
Minimize Scan Time With Multiple Masters
If you plan to use HART to continuously monitor your field devices, update parameters, and cyclically read additional values, make sure you have a suitable number of HART masters, says Siemens’ Geiger. “If you just have one master talking to 32 field devices, you'll wind up with scan time of five or 10 minutes. You don't want that.”
It's About Work Processes, Too
Technology alone won’t deliver HART benefits if your workforce fails to alter its work processes. “If they continue to do everything in the same way, even after they’ve put in some of these HART connections and asset management software packages, they’re not going to get the payback that they should,” says Cobb. “They need to change their work practices to take advantage of the fact that the transmitters are delivering more, very valuable information.”
Inergy’s Bakersfield Plant Moves Gas With HART
INERGY, HEADQUARTERED in Kansas City, Mo., is a major provider of propane and services to 600,000 customers. While most of its operations are in the Southern, Midwestern and Northeastern states, the company operates a natural gas liquids site in Bakersfield, Calif., that includes processing, storage and terminal services.
Propane manufactured at the facility is stored in bullet tanks, each of which holds 10,000 to 15,000 gallons of propane. It is critical for the company to monitor levels and temperatures in each of the containers, since propane expands as temperatures rise. If pressure increases too much, the company must vent gas into the atmosphere and risk violating stringent California environmental regulations.
Ken Clifton, instrumentation and electrical supervisor at the plant, says personnel used to rely on sight glasses and “spinner” gauges mounted in the tanks to visually judge levels. “Our people would have to actually go out there and look at the tanks to determine the levels,” he says, adding that it was inefficient.
To improve the situation, Inergy decided three years ago to install field instruments in each tank that would send readings on temperature and level back to Inergy’s control system. “We could have put separate temperature and level transmitters into each of 40 tanks, but that involved quite a bit of instrumentation and wiring. Instead, we purchased instruments from K-Tek, each of which was able to monitor both of those variables,” says Clifton.
The transmitters send 4-20 mA level readings back to the plant’s programmable logic controller equipped with a HART gateway and use a HART digital signal to communicate temperature and level information. Using the two readings, the system is able to calculate the level in each tank accurately and display it on the system’s HMI.
“With this system, we’re able to get two readings for the price of one, and it’s worked well for us,” says Clifton. “We’ve had a few minor problems, but none involving use of the HART protocol.”
“In fact,” adds Clifton, “all the instrumentation we put in this plant has the HART protocol, because it makes troubleshooting easy for our instrumentation techs.”
