Slow Displays Inspire Outsourced Lifecycle Management
DuPont is the world's largest producer of titanium dioxide. Our Ti-Pure TiO2 is manufactured in varying grades and used for a wide range of products in the coatings, plastics, and paper markets. The manufacturing plant in DeLisle, Miss., is one the largest TiO2 facilities in the world.
Following a DuPont business segment decision in 1997 to consolidate on Honeywell, the DeLisle site underwent a plant-wide conversion from a legacy control system to Honeywell's TotalPlant Solution (TPS) system with GUS operator stations and application process platform (APP) nodes. The site distributed control system (DCS) architecture includes a combined 59 GUS and APP nodes installed over two local control networks (LCNs).
One of the goals of the DCS conversion was to emulate the functionality of the previous control system so we could minimize the learning curve for the area operators. GUS introduced the new "open" human-machine interface (HMI) for the existing TDC platform based on industry-standard PC and Microsoft technologies. Since there was no existing Honeywell control system architecture installed, all graphics had to be configured using a display building tool that was new to plant personnel.
Process Views Too Costly
Many of the legacy system operator displays were graphic-intensive, and thus posed a performance problem for the initial 266 MHz GUS stations installed at the DeLisle site. It became evident that the advanced graphic loading resulted in slower call-up performance, actually culminating in an unacceptable occasion of loss of process view.
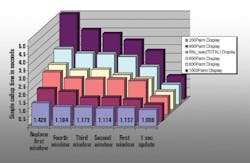
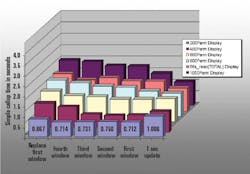
Figure 1: Had the Slows
Many of the legacy systems graphic-intensive operator displays posed a performance problem for 266 MHz GUS stations--slow call-up performance led to too many lost process views. Even with 450 MHz processors (shown) performance was not fast enough.
Part of the performance solution involved a better definition by Honeywell of the GUS graphic loading limitations, as well as recommending various configuration improvements. Another part of the solution was to use faster processors and additional RAM. Though based on an earlier version of GUS (R210), the performance improvements illustrated in Figure 1 (450 MHz processor) vs. Figure 2 (866 MHz processor) clearly provided the technical justification to invest in better processors and additional RAM.
By late 2001, DuPont had upgraded 10 of the original stations with 450 MHz processors and had ordered some newer stations with 866 MHz processors. However, the purchase price of a standalone GUS station exceeded $30,000, and the cost of the GUS-to-GUS conversion was approximately $7,000 each. This level of expenditure meant that GUS upgrades could only be performed on an incremental basis involving four to six nodes at a time. Because funding for the work was not included in the plant operating budget, DuPont management had to provide outside capital for each section upgrade.
The financial situation at DeLisle caused us to consider alternative approaches for the GUS upgrade. It initially appeared the facility would have to implement its own modernization and asset management program to ensure control equipment and HMIs remained up-to-date.
Let the Vendor Fix It
Rather than purchase upgrade kits to modernize its GUS and APP nodes on a station-by-station basis, Dupont DeLisle needed an overall program for continuous technology refresh and migration. Specific short and long-term objectives included:
- Upgrade all GUS stations to the latest revision level.
- Refresh system technology on an ongoing basis.
- Limit equipment age to five years maximum.
- Lock-in pricing for all spare parts and support services.
- Support and expand DOC3000 and AMO suites.
- Implement spare parts management.
- Expand site support capabilities.
Our service account manager, Jeff Mikos, told us Honeywells LifeCycle Management (LCM) program allows plants to make a seamless transition to a Honeywell solution--even if their previous supplier has discontinued their automation platforms. Payment for modernization can be either as a project or service over a three to 10-year period. In January 2002, DuPont entered an agreement with Honeywell providing a cost-effective, long-term solution for asset management and technology migration. The LCM program established a defined plan/roadmap for automation product support (see sidebar, "Delightful Deliverables").
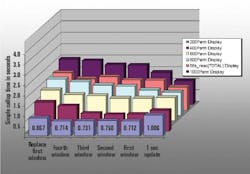
Figure 2: Speed Killed the Budget
Call-up performance with new 866 MHz processors stations provided technical justification to invest in better processors and additional RAM, but at $30,000 plus $7,000 conversion cost, station upgrades could only be implemented a few at a time.
The major elements of the LCM program include:
- Continuation: Replacement of existing products with the same product type.
- Electronic refresh: Replacement of existing functionality with modern electronics.
- Modernization: Conversion of existing systems and migration to the latest technology.
LCM is a win-win proposition for both DuPont and Honeywell. DuPont can leverage Honeywell's extensive portfolio of services in one agreement. It gives us the latitude to upgrade or retire our equipment in the way that best suits our long-term asset management strategy. It provides the framework for a mutually beneficial agreement where Honeywell is able to realize a consistent cash flow stream while DuPont is able to consolidate and plan for its annual automation-related expenditures.
The flexibility of LCM will also let us benefit from future technologies as new products and offerings become available. The program includes periodic reviews to assess the technical solution provided and the value gained, and to determine if the terms of the agreement should be realigned with new technology.
Strategic Battle Plan
The LCM strategy at DeLisle will establish a common, consistent control platform while maximizing advanced GUS graphics performance and data pipe flow to the plant historian. The LCM agreement electronic refresh feature is its cornerstone, including refresh of the site systems via Honeywell's Solution Enhancement Support Program (SESP). We really value the flexibility of this program, as it allows us to adjust the contract deliverables based on the new products and upgrades introduced prior to the implementation of planned migrations or refresh periods.
Furthermore, LCM provides replacement and spare-parts management, continuing system enhancement, support, and migration/upgrade kits to extend the life and improve the performance of GUS and APP nodes. Ongoing support for existing AMO and DOC3000 software is also included in the contract. Together, these product/service deliverables will leverage the value of the plant's installed physical and intellectual assets.
The automation system enhancement at the DeLisle site has two phases. Phase one, which is currently underway, includes an initial upgrade of the 23 GUS TPS nodes currently operating with 266 MHz processors to include additional 384 MB of expansion RAM. Phase two, slated at the end of the three-year contract, will upgrade all 59 TPS nodes. This upgrade also includes the additional 384 MB of RAM for the remaining GUS and APP nodes, ensuring that the plant's entire HMI is upgraded to the most current standard offering at the end of the three-year contract.
Specific refresh/migration projects are listed in Table I. The support/migration strategy implemented through LCM also includes a site support specialist contract, an AMO continuation support program, and a DOC3000 continuation support program (each providing set pricing, at the current cost, for support services). Additionally, the program covers AMO/DOC3000 tag addition (including the addition of 5,000 tags, with a 15% discount on the tag adder, for existing AMO and DOC3000 suites). This approach will allow small, annual costs to be allocated to respective areas within the plant.
Where applicable, system migrations will use Honeywell's "zero footprint" hardware. The upgrade/technology refresh will be performed with Honeywell supplying all necessary hardware, as well as site support specialists who will handle software migration and installation services to complete the work.
Money in Our Pockets
DuPont's DeLisle plant will realize numerous costs savings and performance improvements from its Honeywell LCM agreement. In addition to guaranteed spare and replacement parts, hardware support, and technical assistance for every product covered under the agreement, the plant will achieve predictable costs for maintaining or modernizing installed assets, cost savings due to consolidation of multiple service agreements, and flexible payment options for funding its modernization effort.
By ensuring that all GUS consoles are on the same hardware level, the LCM agreement provides a consistent interface and performance level to every operator. And by providing an on-site inventory of critical spare parts, the LCM agreement also eliminates many maintenance headaches for plant personnel. Honeywell is responsible for ensuring the correct revision level of the spare parts inventory. This eliminates the possible risk posed by an out-of-date hardware component to the control system operation of the plant.
We estimate the savings realized from LCM will exceed $98,000.00, or approximately 13% of the total contract cost. In addition, savings from spare parts LCM/consignment will be approximately 8-10% annually. This is the cost difference or savings associated with not buying, stocking, or owning a spare parts inventory. With LCM, we only pay for the parts used from the consigned inventory.
Instead of worrying about capital requirements for system upgrades, DeLisle's plant management is now assured of an even, predictable, quarterly expense level over the next three years. Funding for modernization work is from the normal site-operating budget, rather than from outside funding sources. This will enable us to conserve capital resources while benefiting from potential tax advantages.
Most importantly, the DeLisle facility will be equipped with the most current automation technology at the end of the LCM contract period. It will also have reduced risk via guaranteed maintenance and protection from obsolescence. We can then decide whether to renew or extend the existing agreement, or revise its terms to accommodate changing business and production requirements.
By implementing LifeCycle Management, DuPont Titanium Technologies expects to achieve predictable service costs, migration cost avoidance, and technologically up-to-date systems at our DeLisle plant. Due to the anticipated success of the program, the company is in the process of modifying its corporate service/support agreement with Honeywell to ease the approval process for future LCM agreements.
Delightful Deliverables
E.I. DuPont De Nemours & Co. recently implemented a Honeywell LifeCycle Management (LCM) program at its DeLisle, Miss. titanium dioxide (TiO2) production facility. LCM provided a long-term solution for asset management and technology migration at the plant. A three-year LCM agreement will enable DuPont Titanium Technologies to:
- Upgrade all GUS and APP stations to the latest revision level, resulting in improved performance and risk avoidance.
- Limit equipment age to five years maximum.
- Lock in pricing for all spare parts and support services while spreading quarterly payments over a three-year period.
- Support and expand DOC3000 and AMO suites.
- Implement critical on-site spare parts management, with Honeywell assurance that hardware is fully compatible with current TPN release.
- Expand site support capabilities in a single contract that is easier to maintain and included in the annual plant budget.
Implementing LCM assures DuPont a cost-effective path forward to the latest control technology and functionality. The program maximizes the return on our automation, control, and information technology investments, while minimizing the risks associated with system migration.
W. Guy Wiles III is distributed control system engineer at DuPont Titanium Technologies, DeLisle, Miss. He may be reached at [email protected].
