Process control innovations: What future process plants can be like


Check Out Montague's Google+ profile.
If you want something done right, you have to do it yourself—but you'll likely keep more of the profit too.That's the logic behind one of the most ambitious, long-term, greenfield oil and gas refinery projects in North America in recent decades. In an era when almost all large-scale refinery projects on the continent are brownfield renovations of existing plants and almost all new refinery construction seems to be in Asia or elsewhere, the North West Redwater Partnership in Calgary, Alberta, is working to build a brand-new refinery to process bitumen from operations in the province's Athabasca, Cold Lake and Peace River oil sands regions into diesel fuel and other products. As its name implies, NWR is a partnership between North West Upgrading Inc. and Canadian Natural Resources Ltd.

"The founders, including our process engineering vice president, started with a vision in 2003 to build a merchant upgrader that could take producers' bitumen and process it. Their plan was delayed awhile and modified to a fee-for-service model due to the recent recession, but now we're building it and a whole new company at the same time," says Gordon Ellwood, P. Eng., NWR's chief automation engineer, who joined in 2010 after 28 years at Shell Canada. So far, the young firm has about 500 employees and consulting staff.

Figure 1: Located on 1,200 acres about 45 km northeast of Edmonton, Alberta, North West Redwater (NWR) Partnership is working with the province's government to build a 78,000 bbl/d blend (50,000 bbl/d bitumen) refinery over the next several years for about $8.5 billion in total capital costs.
NWR
"I believe we're the only partnership that Alberta has like this," adds Ellwood.
Also read "The Future Horizon Plant"
Processing on the Prairie
Located on 1,200 acres to allow for future expansion, NWR's new refinery is about 45 kilometers northeast of Edmonton and immediately west of Agrium's Redwater fertilizer operation in Sturgeon County (Figure 1). This location has many advantages, including close proximity to major crude oil and diluent pipelines leading to Midwest and West Coast markets, established local support infrastructures, and a stable and skilled regional workforce (Figure 2).
There are several opportunities for byproduct synergies with other industrial plants in Alberta. The land also is suitable as a foundation for future eco-industrial development based on essential feedstocks produced from upgrading and refining bitumen, and NWR expects its products will encourage development of downstream petrochemical applications and industries.
"Alberta's bitumen has to deal with market access issues," says Doug Bertsch, NWR's vice president of regulatory and stakeholder affairs. "And recent concerns about bitumen pipelines and rail transport is raising the value of our project and reinforcing that it's the right thing to do. Refining in Alberta increases the market potential of our bitumen. Alberta has a better-established, environmentally responsible and safer
infrastructure than many other places in the world, and diesel is a thinner, more concentrated fuel that can go by rail, truck or ship to local and export markets, and use less energy to get there."
Bertsch reports that NWR's refinery isn't just a new project, but it's also planned to be a long-term one as well. Regulatory approval is in place for three phases. Phase 1 is scheduled start operations in 2016 with an estimated capital cost of $8.5 billion. This first phase will process about 50,000 bbl/d (barrels per day) of bitumen and produce about 38,000 bbl/d of diesel, as well as other high-value, low-sulfur products. Pending owner sanction, two more 50,000-bbl/d bitumen phases will start up on-site in the early 2020s. Besides the novelty of being greenfield plants in North America, these refineries will also be configured differently than their older cousins.
"Most refineries use cokers for refining, but NWR is going to use gasifier technology, which takes the heavy ends from some of the bitumen and turns the heavy oil into hydrogen for use in the refinery and a high-purity stream of CO2 that will be captured and piped to central Alberta to help with enhanced oil recovery (EOR) operations," explains Ellwood.
Some Assembly, Suppliers Required

Figure 2: NWR's refinery will take bitumen from Alberta's oil sands regions, process it into high-value end products, such as ULS diesel, diluent, naptha, VGO and other light hydrocarbons, and market the products in Alberta and worldwide.
NWR
Also read "How to Make a Sustainable Plant"
All of these huge reactors, pipelines and related equipment will be installed and configured as the primary process applications at NWR refinery's three phases, each of which will possess units for crude and vacuum, sulfur and light-ends recovery, hydro-processing, LC fining and gasification (Figure 5). To secure all the instruments, process controls and networking components required to monitor, operate, optimize and maintain its processes for Phase 1, Ellwood reports that NWR has formed cornerstone, supplier-of-choice agreements with Emerson Process Management for process and safety controls and with Yokogawa America for analyzer integration, including engineering services, sample systems and integration of all analyzers into cabinets and shelters.

Figure 3: The administration building was under construction at NWR's site in mid-February, while the reactor assembly building was ready begin final assembly of heavy vessel segments required by the facility's refining processes.
NWR
Related field instruments are using the HART v.7.3 communications protocol, while most subsystems rely on Modbus TCP/IP and Modbus RTUs. Reportedly to keep its network as simple as possible, Ellwood adds that NWR is not using Foundation fieldbus and is instead running point-to-point, 4-20 mA wires to reach its field devices. The refinery may also consider using some wireless monitoring devices in the future.
"Point-to-point doesn't reduce wires in the field, of course, but we don't have to put in bus controllers or do complex, macro-cycle calculations, and this eliminates a lot of engineering time," says Ellwood. "We believe this is a simpler, more reliable design, and especially after HART 7 was released in 2010. We can now get all the diagnostics we need over 4-20 mA without having to use complex fieldbus devices."
Meanwhile, NWR's second main automation supplier, Yokogawa, is integrating about 180 process analyzers from multiple suppliers. These include chromatographs, wet chemistry, titration and other instruments to analyze CO2, O2, conductivity, pH, finished products and other process variables.
"Yokogawa is also designing and fabricating the analyzer shelters, which include the sample systems," explains Ellwood. "Consequently, because this is a new analyzer concept, Yokogawa also has to act like a system integrator. As a result, it's coordinating analyzer shelter construction and will supply site services."
Peopling the Plant
Besides erecting buildings and implementing physical equipment, new refineries or other process plants require a veritable army of operators, technicians, engineers and support staff—even if their overall numbers may have decreased due to technological advances in recent years.
Ellwood reports that NWR handpicked eight core individuals to serve on its automation team, including seven resident unit engineers, who have been working in the contractors' shops reviewing and approving each new design and plan. The last team member was a single process analyzer specialist with responsibilities across all units.
Next, NWR hired a MAC project manager to coordinate tasks with Emerson. Similarly, Ellwood reports his job has been to help NWR maintain technical responsibilities, consistency and project direction.

Figure 4: A heavy pressure reactor vessel segment, which can weigh as much as 500 tons, makes its way to NWR's refinery site on the back of a heavy-duty, multi-axle trailer.
NWR
Write Play, Assign Parts
To get all its people, devices and other ducks in a row, Ellwood adds that NWR's designers, engineers and partners spent the first half of 2011 defining roles, responsibilities and accountabilities for all staff and contractors at the refinery. More recently, the core team finished 18 months of front-end designs, which resulted in about 200 engineering documents and drawings covering its automation standards and scope, such as a draft of the best philosophy for its P&IDs.
To further define and specify the actions, deliverables and documents for specific controls and interfaces, the team also developed NWR subject matter expert (SME) technical focal point roles across the project, as well as roles and responsibilities documents that define interfaces with engineering contractors, SOCs and consultants. Likewise, NWR has committed to Emerson's Process Management Organization (PMO) Configuration Standards for Delta V (PCSD), which is a suite of software configuration templates and reference standards that DeltaV users can implement and then customize to fit the needs of their applications.

Figure 5: This 3D CAD drawing of NWR Partnership's refinery shows how its main process applications will be arranged, including its crude and vacuum, sulfur and light ends recovery, hydro-processing and LC fining units. It also shows how NWR will use gasification to turn bitumen and its heavy oil into hydrogen for use in the refinery and CO2 that will be captured and piped to central Alberta to help with enhanced oil recovery.
NWR
"We'll say we want to use the PCSD templates without changing them, but it's harder when we try to implement them because there are many subjective changes that come up," explains Ellwood. "We can also take templates from Emerson's library of software building blocks. We're using about 200 of these templates, which contain function blocks or combinations, and using them to create many of our process controls, safety functions, HMI faceplates, graphics and alarms. I believe we're going to end up with about 300,000 total functions blocks in about 200 unique configurations, combinations or interface templates."
Next, NWR's team will complete more detailed designs and data sheets during the coming 18 to 24 months. "This is all pretty exciting because the last new refinery in Canada was built by Shell in 1983," says Ellwood. "Being able to do the front-end engineering on a greenfield plant with the latest technologies is allowing us to save on physical designs, take up smaller footprints and use less cabinet space, and employ simpler architectures. All of this will reduce spending and operating costs."
The first phase of North West Redwater (NWR) Partnership's refinery at its 1,200-acre site near Edmonton, Alberta, will include numerous instruments, controls and networking components. Gordon Ellwood, P. Eng., NWR's chief automation engineer, reports it will have:
- Three DeltaV distributed control systems (DCSs) for Zone A and Zone B process control system (PCS), safety-instrumented system (SIS) and an operator training system;
- 13,000 hard I/O in PCS;
- 2,700 hard I/O in SIS;
- 1,300 hard I/O in burner management systems, which is really part of SIS, but has to be segregated from other SIS functions to comply with CSA 149.3 regulations);
- 70 redundant logic solvers in SIS and BMS;
- 17,800 soft I/O;
- 900 regulatory control loops;
- 850 safety instrumented functions;
- 180 analyzers;
- 2,000 HMI graphics;
- 300,000 function blocks;
- 110,000 alarms;
- Eight remote equipment buildings (REBs), containing marshalling cabinets, PCS/SIS controllers and interfaces to subsystems and communications to the control room;
- 180 cabinets in REBs;
- 140 foreign-device subsystems, including about 30 unique switchgear, motor control centers, machinery monitors and analyzers;
- Two operator satellite buildings in the units—apart from the control room—only for monitoring and issuing work permits;
- Eight operator controls in the central control room.
The Human Factor
Because NWR is building a new refinery, it's able to address relatively recent issues like operator awareness and effectiveness with a clean slate and put in the best available solution from the beginning without having to renovate or cope with earlier, less functional solutions.
As a result, NWR recently sought assistance from Dave Strobhar, chief human factors engineer (HFE) at the Center for Operator Performance, during its initial, front-end engineering efforts. "Dave is consulting with us on applying HFE principles to how we're laying out our graphics and how we're rationalizing our alarms," adds Ellwood. "This input becomes really invaluable when we sit down with our operators and talk about the hierarchy of graphics and levels in which they should appear. We've already adapted some of our key DCS graphics standards and integrated more HFE in our alarm philosophy." For example, Jason Gray and NWR's other operations DCS coordinators recently started with an overview of its planned Level 1 control layout and added control of critical points with carefully demarked functional groupings and minimal colors to create a prototype HMI screen that can be used at the new refinery once final elements are added and approved (Figure 6).
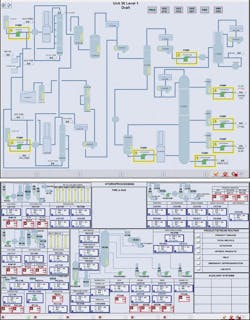
Figure 6: Interface developers at NWR began with a simple overview of its planned Level 1 control layout, and added control of critical points with carefully demarked groupings and colors to create a prototype HMI screen that can be used at the new refinery once it's finalized.
NWR
Bertsch adds, "It's not just about producing high-value fuel with a lower carbon footprint. Our gasifier will enable NWR to capture two-thirds of the CO2 we generate and sequester it, while helping others improve conventional oil recovery. CO2 used to be thought of as a waste stream, but we've transformed it into another valuable product stream. That's why NWR is the first refinery designed from the ground up with carbon-capture capabilities and low-carbon fuel production."


