
The version that's been sweeping the discrete and process industries for more than 15 years is the ANSI/ISA-88 standard, which has been getting a major boost from increasingly capable software and ever-faster microprocessors. They make control much simpler to apply in regular batch applications and enable S88's logical, flowchart-based principles to migrate to new settings more quickly and successfully.
Separation, simplicity and speed
One especially useful part of S88 is its decoupling of device control models from recipe control models, which makes it simpler and easier to reuse programming code and templates, adjust applications and build new systems (Figure 1).
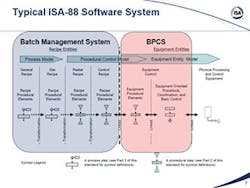
Figure 1: The ANSI/ISA-88 batch standard decouples equipment control models from recipe models, which makes it simpler and easier to reuse programming code and templates, adjust applications and build new systems.
Credit: ISA and ECS Solutions
“With model-based control, one controller program can be configured to control a wide variety of process cells—similar to how Microsoft Excel is used to solve a wide variety of engineering or financial problems," says Tim Matheny, PE, president of system integrator ECS Solutions Inc. in Evansville, Indiana. ECS is a certified member of the Control System Integrators Association (CSIA). "The program doesn’t change, like Excel doesn’t change. The data model that represents the process cell changes like the data that represents the engineering or financial problem changes. Model-based control for the basic process control system is an exciting innovation in batch process automation because it's very agile—quick to develop and quick to change.”
For instance, when Monin's flavoring syrups plant in Clearwater, Florida., reached capacity twice as fast as expected, its process engineers and managers knew they had to update their manual batching procedures and automate their numerous recipes in compliance with S88. Monin worked with system integrator Altra Systems in Orlando, Florida., to integrate plant-floor and enterprise data, improve recipe formation and management, and integrate with its Navision enterprise resource planning (ERP) system. As a result, Monin implemented FactoryTalk (FT) Batch, PhaseManager, PlantPAx Process Objects software library and other solutions from Rockwell Automation.
"The future for Monin is completely integrated manufacturing, so IT and process control must be joined together," says Armando Di Francesco, technical manager at Altra Systems. "Plant PAx software objects gave us many tools we needed, gave us control modules for our process and still saved 30 to 50% on the engineering and programming hours we would have been required to spend otherwise. We used PhaseManager to integrate the ControlLogix PLCs with FactoryTalk, and it simplified our phase programming and also reduced the time needed to develop phase templates for common tasks, such as agitating, mixing and adding ingredients.
"These six or seven templates are stored in FT Batch Server, where they can be filled with data from our 200 recipes. Also, if we need to change recipes or add new ones, it's easy, and we even have eSignatures for different operations to check who did what and comply with electronic batch record (EBR) requirements."
Switching skills to S88
Perhaps because batch control started out in discrete manufacturing, some potential users have been reluctant to adopt batch techniques in their process applications. This attitude has been shifting as they understand that continuous processes can be divided and organized into the stages, operations and actions in S88's process model, but many users still need to learn some new abilities.
"Our team takes a systems approach to process integration, which means PLCs, HMIs, DAQ and remote access devices sit on a network. As we've seen networks evolve from ControlNet to Ethernet and wireless, they've shown they're reliable, can handle lots of data and are inexpensive," says Jamie Godbout, senior process control engineer at CSIA-member Hallam-ICS in Burlington, Vermont. "However, they require new skills from engineers, such as knowing addressing, avoiding broadcast loops and setting up VLANs. I come from an IT and programming background, so I have an object-oriented point of view. I think that's where process controls are migrating now—to using less ladder logic—and this is where batch principles like S88 can help."
Godbout reports that Hallam-ICS recently worked with BYK USA Inc. in Wallingford, Connecticut., to automate its new 30,000-sq-ft specialty chemicals plant, which produces about 150 products, mainly additives for paints and lubricants. A subsidiary of Germany-based Altana, BYK's applications used to run manually, but it wanted to bring its parent company's methods to the U.S. to reduce product variability and meet increasing demand. The new facility consists of 15 reactors controlled by 2,200 I/O points. Many of BYK's products require three vessels, while more complex recipes run in two separate reactors, which are later dumped into a third mixing vessel prior to packaging.
“Manual controls create variability and quality becomes difficult to control, where automated controls, while more complex, reduce variability by making the process repeatable. BYK’s processes often require complicated synchronized activities, such as controlling exothermic reactions under vacuum in hazardous areas,” explains Godbout. “As a result, we adopted a PlantPAx solution that controls devices at the controller level, while sequencing/recipes are controlled with a batch server, FactoryTalk Batch. For example, FT Batch tells the controllers to heat and hold temperature at 80 °C, and the controllers know which valves to open and temperature sensors to use to hold the specified temperature.”
Godbout adds that traditional process controls run flow diagrams for particular end products through a dedicated controller, but this makes sequences hard to change, so they usually can't run many recipes. However, software-based modeling founded on S88 is more flexible and allows models defining and directing equipment to be reused in different situations and recipes without requiring programming changes. "If we have sugar in Tank 2, and it needs to go to a production vessel, then the batch model defines the equipment, and the PLC manages the transfer," adds Godbout. "Next, if we have sugar in Tank 3, we can run the same recipe for it, and reallocate resources without having to change the programming
"This flexibility allows process engineers to program recipes and adjust their programming without having to bring in controls engineers and programmers every time they need to do some programming. For example, switching from temperature to pH control usually has to be done in the PLC, which means significant changes. However, batch software like FT Batch has simple blocks and transitions, but their coding is separated from the actual equipment, so just the flow diagram needs to be modified to change functions like heating, agitation and mixing.
"Likewise, if a tank needs to be heated to 80 °C, and it has two coils, one inside the tank and another outside, then the batch software will tell the PLC to open valves for each. However, if a different tank has just one coil, then if they're using that same PLC, it needs to be preconfigured on how to reach 80 °C in either tank. These configurations are separate from the process recipe, which has one block that calls for 80 °C, and transmits it to the PLC controlling the equipment, which is okay with either tank's configuration for reaching the same requested result. Separating device configurations from batch recipes is what makes those recipes portable and makes their software modular and reusable."
Computing assists mindset shift
Besides acquiring new skills, engineers and operators must often adopt a new perspective to implement batch control and S88 in their applications. Luckily, faster and more capable computing can ease this transition.
"Batch requires a completely different mindset because of S88's formal programming structure and language," says Steve Malyszko, president and CEO of Malisko Engineering Inc. a CSIA-certified system integrator in St. Louis, Missouri. "S88 is a good standard to follow. Besides giving control code a common structure, S88 gives guidance on how that code is supposed to run and work, which means clients and users can apply the automation they want more successfully and efficiently. The advantage for system integrators is that we can develop a library of reusable programming modules based on industry standards, grab the right modules off the shelf that match the client's process structure, and then assemble the modules together like interchangeable Tinker Toys or Legos. This lets users like our pharmaceutical clients employ S88 and collect data about their processes with common programming and data exchange structures across their whole operations."
Malyszko adds that batch is becoming more attractive and efficient to implement on small- to medium-sized processes because the control system no longer requires added computers or servers to supervise S88's data flows and program module processing. "Many batch applications used to require supervisory computers on top of their PLCs, but many of today's S88-based systems don't need added computers because S88 is built into the software of various PLCs," explains Malyszko. "In the past, an added computer could cost $5,000 and S88 software could cost $20,000-$30,000, which made S88 impractical to justify for many small and medium applications. Today, the old dog has learned some new tricks, so if you spend roughly $15,000 on a PLC and its software, the control platform can now most likely cost the same with S88 or without it."
Following S88's disciplined control procedures greatly facilitates and even forces users to predefine how their equipment and systems are going to operate and interact. "For example, if an application has three tanks holding ingredients and two batching tanks, the user has to decide which ingredient tanks can supply which batching tanks and how the process will work—can they batch simultaneously, or do they have to wait until the others are done?" adds Malyszko. "Questions like these used to be left to the programmer, or sometimes decided during onsite commissioning. However, S88 forces users to answer ahead of time if the ingredient tanks are shared resources or not, and decide if they're going to enforce arbitration rules or not. With S88, users have to ask themselves during control code design what they actually need from their process.
Because S88 has helped so many different manufacturing applications, it has many fans willing to provide advice about how to use it. Here are some of the most useful:
- ISA88, Batch Control is the ISA's webpage for the S88 standard and has updates, references and links to the standards themselves.
- "Batch Control Using the ANSI/ISA-88 Standard" is an informative slideshow by Dennis Brandl of BR&L Consulting
- S88.01 Tutorial at BatchControl.com provides a brief overview of the first part of the three-part batch control standard.
- "ISA S88.01 standard, v2.0" is a video by OSIsoft that explains many of S88's important details.
"As a result of users and integrators properly deploying control systems based on S88, other users many times don't necessarily need to pull the programming guys into the picture when building new recipes for their production systems or making changes. If user and integrator did a good job with their S88 modules, then the whole system can be more efficient and much more supportable. Control technicians and process engineers might need time to learn S88 concepts, but there will be less calls for support in the future. In some cases, this can be a steep learning curve, but it absolutely can contribute to users’ bottom lines in the long run."
Solving mysteries, aiding tools
Beyond reducing code and increasing throughput, batch methods can help find the source of difficult control problems and work with historians and DAQ devices to further shorten cycle times and improve quality.
To reduce batch reactor time and maintain quality for a much-in-demand polyester resin, BASF's plant in Greenville, Ohio, recently used ABB's Batch Process Fingerprint service to analyze reactor data, identify potential improvements and make recommendations to increase output while maintaining quality.
The polyester was previously made in a batch reactor process that was so lengthy that it became difficult to keep the product in stock. The fingerprint service first collected from the plant's DCS, organized it by discrete event and compared it to KPIs representing the reactor's ideal production scenario. Over three months, BASF and ABB focused on key polyester production components, including the jacketed batch reactors with hot-oil heating, fractionator column, and condenser and decanter for water collection.
By analyzing information from the batch reactor process and assessing control loop performance, ABB and BASF's teams found that the vacuum step in the polyester process needed to be more efficient and made several recommendations to reduce variance in it (Figure 2). Other recommendations included tuning the loop oscillation and evaluating the driving force on the oil loop. ABB also suggested that temperature control needed a feedforward and identified a fractionator temperature loop failure and a saturated transmitter. These improvements all contributed to faster batch cycle times at BASF's plant, which increased production without sacrificing quality.
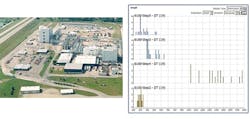
Figure 2: BASF's resins plant in Greenville, Ohio, recently used ABB's Batch Process Fingerprint service to reduce variance in the vacuum step in its polyester reactor. The elapsed-time graph shows production Step 4 used the most time, and if accelerated, could do the most to reduce batch cycles.
Credit: BASF and ABB
Similarly, to help expand its paint and coatings business by revamping its palette, uniformity, recipe control, traceable parameters and batch consistency, Plascon in Mobeni, KwaZulu-Natal, South Africa, recently upgraded its Wonderware InBatch and InTouch HMI software from Schneider Electric without disrupting ongoing operations. These were integrated with Wonderware's System Platform and Historian, which allowed Plascon to have one scalable SCADA system for faster and easier system upgrades and one platform for all SCADA, supervisory HMI and MES functions.
“Though the production of paint sounds like a fairly straightforward process, it involves very measured processes which must occur at specific times to produce consistent color and consistency of a particular product,” says Gus Kruger, system integrator at Convenient Software Solutions (Pty.) Ltd. (CSS) in Durban, South Africa, which implemented InBatch and InTouch at Plascon. “With the help of Wonderware InBatch, Plascon is able to customize specific commands and methodologies that can be quickly and easily executed by plant operators.”
As a result, InBatch lets Plascon's operators and managers accurately identify proper recipes and observe real-time paint mixing, execution and completion on an HMI. Also, storage tank levels are displayed for daily reviews of supply levels with interlocking displays showing batch status. InBatch also provides material genealogy data and web-based reporting to simplify monitoring and measurement of the overall manufacturing process. Combining Wonderware's System Platform and Historian enables production history archiving, efficient data compression and auto-configuration of historical data, which eliminates duplicate efforts.
Because InBatch is based on S88, Plascon created a library of object and graphic templates that, it can reuse and roll out to other facilities, which saves on software development and deployment. In addition, tag naming is based on S88, which provides consistent terminology for batch controls and enables easier application integration. S88 also lets InBatch optimize and maximize equipment use, execute batches simultaneously, and provide electronic batch recording and reporting.
Future spread in all directions
In addition to bringing new and different process applications under the batch umbrella, more flexible software running on faster microprocessors is spreading S88 principles way past traditional recipes to manage everything from material handling to plant-wide production systems. Not surprisingly, S88 is already encroaching on and overlapping some of ISA's other existing or upcoming standards. The most notable of these are the ISA95 standard for connecting process controls to a plant's business-level and enterprise systems and the planned ISA106 standard for using batch methods to manage process systems, but S88's principles also have functional ties to the ISA99 cybersecurity standard and the ISA100 wireless standard.
"ISA-88 is a well-accepted batching standard that can also be applied to continuous processes that start and stop in a sequential manner. We're using this standard along with ISA-95 to interface with enterprise resource planning (ERP) systems. Also, Batch to Manufacturing Markup Language (B2MML), which are XML schemas based on ISA-95, greatly enable integration of ERP systems with manufacturing systems." says Divya Prakash, director of MES implementation at Matrix Technologies, a CSIA-certified system integrator in Maumee, Ohio.
"So, where ISA-88 used to be just a batching standard, it's now closer to being a flexible manufacturing and sequencing standard, and we're seeing it being used along with MES/ERP systems to execute scheduled production orders, and report raw material consumption and production for better inventory management and batch records. Batch is now part of a whole integrated supply chain."
In most process control applications, double-digit reductions in production times and increases in throughput are rare and impressive. Doing it twice in the same application is unheard of and practically miraculous.
Nevertheless, Tim Matheny, PE, president of ECS Solutions Inc. in Evansville, Indiana., reports ECS reduced cycle times by 20% at Southwest Baking Co. near Phoenix, Ariz., by replacing its old, OEM batch management system with FactoryTalk Batch in 2012, which improved dough-mixing and other equipment utilization ("Modular Batch Flexibility Brings Unforeseen Benefits," Control, July '13, p.43). ECS is a certified member of the Control System Integrators Association (CSIA).
However, just a couple of months ago, Matheny says that ECS returned to Southwest, replaced its old, OEM-provided control software with ECS' patent-pending S88 Builder batch software and gained another 20% in production efficiency, mainly by improving communications and coordination among machines, which at Southwest are tanks, pumps, vacuums and other production-line devices. Because S88 Builder delivers materials more accurately and doesn't overshoot recipe amounts, Southwest anticipates a higher quality, more consistent, product and significant material cost savings.
"We began developing S88 Builder after noticing that batch process controls had many repetitive steps, which others were solving using software templates with reusable code," explains Matheny. "So, like different businesses using Microsoft Excel, we built data-defined, model-based, lower-level batch software that can interpret all different kinds of data and run the same whether it's making beer, breadsticks or spaghetti sauce.
"Users just think about how they want to use their equipment, and their recipe indicates where and under what conditions to add syrup or do other tasks. The S88 standard makes this possible because it separates the equipment and recipe models. Equipment models direct devices and recipe models determine how to use what devices are there. In our case, S88 Builder, a ControlLogix program, handles lower-level devices and marries together with FactoryTalk Batch. For example, when a recipe says to add material to a tank, our software tells the tank to activate its equipment modules. S88 Builder is also different because devices are configured, not programmed. Because ECS doesn't write ladder logic or other programming, an S88 Builder system requires about one-tenth as much engineering time to build."

