
Similar to the gates at any boundary, including the human mouth, the job of valves and actuators used to be simpler—on or off, open or closed, let items through or not. However, as separated environments and the checkpoints between them become more complex, and the liquids, gases, slurries or combinations running from one to the other grow more varied, many users are learning they require specialized, severe-service and other more capable valves and related capabilities than they ever needed before. In addition, while on/off is still in demand, it's also morphing into variable settings to calm transitions, and combining with other functions, parameters and intelligence into formats that do more jobs, more efficiently, in smaller spaces, and at less cost.
For instance, SSE plc's five-year-old GreatIsland power station in County Wexford, Ireland, is a 464-MW, combined-cycle, gas-turbine facility is clean, efficient and produces power equivalent to supplying about 500,000 homes. However, despite its initial success, its operators identified improvements that could be made in the plant's heat recovery steam generator (HRSG), which would improve efficiency and long-term asset management by adding master/martyr valve sets on the high-, intermediate- and low-pressure turbine drain valves.
Providing power in Ireland and U.K.
Rotork U.K. and Rotork Site Services report master-martyr valves are two valves installed in series with the master upstream, and only operating when the martyr is shut. This means the master never faces differential pressure, which extends its lifespan. The martyr always opens and closes under pressure, and needs maintenance first, but the master can be closed to allow easy servicing. Interlocks make sure they operate in sequence.

Figure 1: SSE's 464-MW Great Island combined-cycle, gas-turbine power station in County Wexford, Ireland, installed 30 Rotork IQ non-intrusive, double-sealed valve actuators and implemented a master-martyr arrangement for six continuous and six intermediate blowdown valves and 18 turbine valves to achieve efficiencies in its heat recovery steam generator. Source: SSE and Rotork
The upgrade at GreatIsland included replacing existing valves, commissioning 30 actuators, and integrating with the existing control system during a three-week outage. Rotork was awarded a contract to design the system and controls, pick and secure products, integrate with existing Mitsubishi PLC, add and contain power, control and instrument cabling, perform commissioning and site training, and manage the project. Upgrades were completed in 30 areas, including six continuous and six intermediate blowdown valves and 18 turbine valves (Figure 1). Valve adaptations enabled installation of 30 Rotork IQ non-intrusive, double-sealed valve actuators specified with local plug-and-socket assemblies to ease future replacement. Their secure, non-intrusive setup and data transfer protects internal components, while IQ intelligent actuation allows datalogging, downloads and analysis.
Similarly, Npower's Great Yarmouth power station on the U.K.'s east coast is a combined cycle gas turbine (CCGT) facility that recently experienced bearing noise and hydraulic fluid leaks from a major low-pressure steam control valve, which was controlled by a servo actuator from Moog. On-receipt tests indicated the valve also needed a piston and bearing assembly, crank-arm, bushes and bearings, connecting pins, and all of its soft seals.
Moog's office in Tewkesbury, U.K., provided expedited actuator service, which included the testing, strip-down investigation, parts review and replacement, rebuild to original specification and retesting, and overnight shipping from the United States to match Npower's planned downtime service window at the power plant. Great Yarmouth. From order confirmation to completed repair, the project reportedly took just 10 days.
Solenoids for German chemicals and cows
On smaller, more numerous scales, Bayer CropScience has more than 67 automation systems and a decentralized process control system running adaptable pipelines at its multi-purpose, active ingredients facility in Darmagen, Germany, where it often uses flammable fluids, and is classified as zones 1 and 2 potentially explosive. Its dryers, centrifuges, distillers, stirring vessels and other reactors rely on many instrumentation and control modules to switch dosing, exhaust, steam and other valves to failsafe positions, and their actuators rely on solenoid valves that must have at least the same SIL rating as the overall safety loop.
As a result, Bayer implemented VOFC and VOFD solenoid valves from Festo that can be provided with up to SIL 3 classification as certified by TÜV Rheinland, which guarantees a failure probability rate of 2.41 E-4 and a safe fraction of 75%, which means one faulty operation in 2,410 years if the safety loop is inspected yearly. In all, Bayer installed more than 1,500 VOFCs in safety and non-safety circuits in its multi-purpose system. Many actuate ball valves in tanks, reactors, media supplies and other systems. These valves had to be compatible with actuation requirements in intrinsically safe circuits (EXi) in zone 1.
[javascriptSnippet]
Likewise, Bürkert Fluid Control Systems and Rittal have partnered to combine Bürkert's stainless-steel AirLine Quick pneumatic valve islands with Rittal's stainless-steel Hygienic Design (HD) enclosures to simplify installation, cleaning and maintenance on the dessert and yogurt line at FrieslandCampina's dairy plant in Gutersloh, Westphalia, Germany. The valve islands include R + S channel check valves and HotSwap pneumatic barriers for safety, as well as IP 65 class protection.
The dairy was expanding beyond the 300,000 liters of milk per day it already processed for dessert and yogurt products, and sought to develop a complex production line with pipes, pumps, mixers and sterile tanks that can hold as much as12,000 liters. Almost 2,000 pneumatic devices are needed to precisely inject and circulate diverse media in FrieslandCampina's complex system, which also has an automatic clean-in-place (CIP) and disinfection system. This equipment was joined by Bürkert's Type 8614 controls and 24 AirLine valve islands in 42 HD enclosures, which were networked by Profibus DP, and well-protected enough that they could be located far closer to their actuators or sensors for better performance—sometimes as close as 5 meters could be s communications protocol.
“For us, pneumatic enclosures so close to the process took some getting used to, especially since we always had to be careful in the past when cleaning” says Tim Borgstaedt, dairy foreman and deputy preparation department head at FrieslandCampina's Gutersloh plant. "We still find it bit difficult to take when we mistreat AirLline Quick valve islands in HD enclosures with detergents and high-pressure cleaners. However, we noticed a long time ago that these necessary cleaning procedures are quite unproblematic.”
Reduce peaks, raise valleys in steel mill
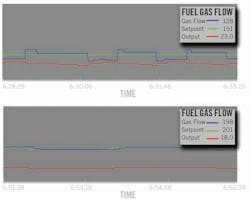
Figure 2: To eliminate gas flow overshoots from setpoint in the furnace at its hot strip mill, ArcelorMittal's Galati plant in Romania used two Beck 11-168 actuators with 900 steps to upgrade gas valves in two furnace zones. They tracked the setpoint closely, and quickly reached and maintained the required 4-6% CO level, so subsequent setpoint and gas flow graphs became almost indistinguishable. Source: Arcelor Mittal and Beck
While data gathering and analysis can indirectly find and deliver efficiencies, sometimes direct process adjustments can be even more beneficial. For example, ArcelorMittal reports its Romania-based Galati steel mill had trouble maintaining a reducing atmosphere in its continuous galvanizing preheat furnace. Usually, an oxygen-starved environment is created by maintaining slightly fuel rich combustion at the burners, which limits oxidation of the steel sheet, improving quality as it’s heated prior to coating. Combustion air flow is monitored, and using cascade controls, the gas valve is adjusted to maintain CO at 4-6%.
The continuous process often has relatively constant combustion rates, and only very small valve changes are required to maintain the 4-6% CO level. Periodically, line speed must be slowed to allow upstream sheet welding, which can require opening the furnace flue to quickly remove heat and cool the strip to avoid breakage. This temporarily disrupts the reducing atmosphere, so the combustion valves must be modulated to rapidly restore the correct CO level. This coarse resolution of the existing combustion valve actuators at the Galati mill caused them to hunt around the setpoint, and they'd often oscillate for more than 5 minutes and have to be manually overridden.
Anghel Marius, hot strip galvanizing line electrical foreman at ArcelorMittal's Galati mill, step tested the existing actuators, and found that at the smallest deadband setting, just a 0.2 mA signal change was required to initiate movement. However, the existing actuators could only provide about 80 discrete steps over the valve’s full range, and gas flow from the actuated valve (blue curve) would overshoot the set point in both directions (Figure 2). Fortunately, Beck Electric Actuators can typically provide up to 900 steps, and Marius had used them consistently and reliably on the furnace’s flue gas pressure control dampers for 14 years, so he bought two Beck 11-168 actuators to upgrade the gas valves in both furnace zones. In the same process conditions, the new Beck actuators tracked the setpoint closely, and quickly reached and maintained the 4-6% CO level, and the setpoint and gas flow became almost indistinguishable.


