Butterfly valve positioning: Nonlinear torque requirements can cause misbehavior
This column is moderated by Béla Lipták, automation and safety consultant and editor of the Instrument and Automation Engineers' Handbook (IAEH). If you have an automation-related question for this column, write to [email protected].
When there is no flow, the valve works correctly and responds properly up to 15% opening, but when we or the controller call for a greater opening than 15%, it suddenly opens fully (100%). I need your help to understand why this happens.
The positioner has been major issue for me because when instrument air (7 bar) was sent directly, it worked well. When we gave an open command and after that a close command, the results were satisfactory. This means that the spring is OK.
If a valve opens and closes automatically (spontaneously) what does it mean? Is the positioner the cause? The process team tells me that spontaneous closing happened several times without any command on the valve. Right now, the isolation valves are closed and there is no air signal to the valve, yet the valve is not completely closed.
Samson told me to reset and reinitialize the positioner in its maximum mode. They also suggested to control the friction torque to open the valve and the tightening (closing?) torque, which could be too high, but I didn't understand. What do you think?
Rahim Romel
[email protected]
A: First, let me make a few general points:
Between the vertical disc position (0°, valve closed) and the horizontal disc position (90°, valve open), the torque on the disc wing that is turned toward the upstream side experiences a larger load, than the load on the downstream wing of the disc. This difference is called the unbalanced, or hydraulic torque, and its magnitude is a function of the pressure drop through the valve and the disc area diameter.
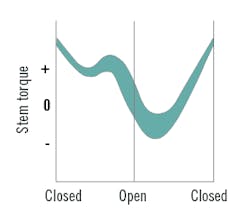
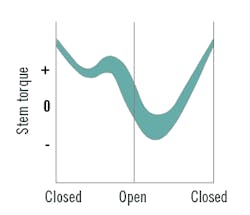
Figure 1: The nonlinear relationship between stem torque and disk rotation makes poitioners essentials. When the valve is opening (left half of figure), the torque is dropping, and when the valve is closing, the torque is rising (right half of figure).
The valve actuator must have enough power to overcome this unbalanced torque and in addition, it must also provide the torque needed to overcome the friction of the bearings and packing on the valve shaft. The total force required is known as the “combined torque.” The combined torque required to open the valve is larger than that of closing (Figure 1), because during closing, the unbalanced torque helps the actuator. This difference is known as “torque hysteresis.” In fact, when the symmetrical disc is closing, the torque that the actuator has to provide may become negative somewhere around 30–35° and at that point, the valve will tend to close by itself. At that opening, the actuator must reverse the direction of the applied torque to keep the disc at the required opening.No matter if the valve is in the process of closing or opening, when the disc position is at about 75–80° from the vertical, the actuator torque requirement will be maximum (Figure 2), while above that, it will quickly fall to zero. So, the combined torque is zero in both the 0° and the 90° disc positions. The torque characteristics of all butterfly valves are highly nonlinear. They pose a considerable burden on the valve actuator and positioner, as the actuator must be able to sharply increase and decrease the torque it generates and also be able to provide both positive and negative torque forces.
As a minimum, the manufacturer’s recommendations should be followed in selecting the appropriate actuator size, and one should be even more conservative when selecting butterfly valve actuators because in addition to throttling, the actuator must also overcome friction, thermal expansion and pipe strain forces, which are hard to predict. In all cases, the break torque capability of the actuator must always exceed the maximum torque requirement of the valve.
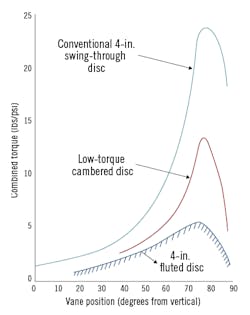
Figure 2: Combined torque requirements (the sum of friction and unbalanced torque) of a number of butterfly disc shapes at various degrees of rotation, as the valve opens. Source: H.D. Baumann Co.
Now, coming to your specific question: On steam service, the valve should be air to open, spring to close (fail closed). In case of a butterfly valve, the friction forces (Fr) act to resist movement, the air pressure in the actuator (Fa) acts to open the valve and the spring force (Fs) acts to close it. So, when Fa drops to zero, the valve closes (there is no steam flow), because the steady state force balance is Fa < Fs. When the valve is to open, it is necessary to overcome the friction (Fr) and and the spring force (Fs). Therefore, Fa must exceed Fs + Fr. Finally, when the process fluid is flowing, its unbalanced hydrodynamic torque force (Fh) must also be also added or substracted (Fa > Fs + Fr ± Fh).If at a certain opening the valve spontaneously opens or closes, that means that either the actuator (Fa) or the spring force (Fs) has reached its limit. In other words, you probably have an undersized actuator or a weak spring (or probably both). In my experience, this is likely to be the case when the valve is oversized.
Béla Lipták
[email protected]
A: If you have a 1 barg pressure drop, the max Cv needed would be 105, and for a pressure drop of 10 barg, the required Cv would be around 45. Based on these references, you are probably oversized: www.samson.de/page.php?sp=en&lh=l4&ll=l99&ti=Software%20%3E%20Valve%20sizing&bo=service/en-ausl-ven.php,
www.documentation.emersonprocess.com/groups/public/documents/reference/d351798x012_11.pdf
What maybe happening is that the valve is inserted between the flanges and the pipe strains on it, so it can lock up. Since you have a positioner, it will sense that the valve position is not in the correct place and will send more signal until the valve can move. Then it jumps.
Since it is steam, when the line is operational it will have normal dilation due to the temperature of the pipe, which can put stress on the valve. If the alignment of the pipes is not correct—less than 1 mm from center both veritcally and horizontally—and the flange holes are not aligned perfectly, then the pipe will put stress on the valve body, causing it to get stuck and not operate properly.
You can also consider reversing the valve body as a temporary solution, as long as the process people give you acceptance. Also please contact Samson and have them check the valve for your specific needs. They are the best suited to answer with the possible solutions.
Alex (Alejandro) Varga
[email protected]
A: There are only five types of failures that can cause this problem. I ran into similar problems with another manufacturer from Italy on high-temperature, high-pressure steam applications. Eliminate them one by one starting with Béla’s & Alex’s suggestions (easy and obvious ones first):
- Sizing of the actuator to overcome torque requirements to open at high temperature and max /min pressure drop. Check the operation of the positioner for calibration. Also check the direction of flow.When cold, it may operate but when hot, it may start hunting or drive to extremes.
- Check the pipe line flanges for interference or even gasket mismatch for interference that impedes disc movement.
- Consider disc growth due to temperature rise, and lack of clearance when hot. I took a cut in the disc size to clear temperature growth. Also, check the thrust plate interference when hot. When the shaft grows it tends to bow. Make sure the shaft is not causing this problem due to growth.
- Sometimes metallurgy of the bearing material leads to binding. If it is a standard 316 SS bearing, change to Tantalum [soft] or 800 series SS bushings for high temperature. Change the bearing plate for higher gap to the shaft.
- From your operational description, it looks like you have a mechanical binding problem.
Ram Ramachandran
[email protected]
A: If the valve closes when air is removed or the signal is set to zero, then the spring is working. I just took a quick look at the positioner information (www.samson.de/pdf_en/e83873en.pdf). This is a very complex and sophisticated device and I suspect now that your issues are associated with the positioner programming. But a faulty mechanical connection from the valve shaft to the positioner linkage could be the problem. If this was my valve, I would go through the positioner setup procedure very carefully, and then check it as much as possible. I suspect that it can be set up for many possible behaviors, including as an on/off safety interlock valve. In that case, the action of opening just a little and then opening fully would be the programmed action. The setup will be different for throttling control service with failsafe closing. "Complex devices will have complex problems."
If you have a maintenance shop, I would put the valve there for evaluation. It’s possible that the actuator is too small or has low air pressure and high friction due to high-temperature packing, which results in a buildup in pressure causing a "stick and jump" response. Test this by disconnecting the positioner, connecting the actuator directly to the regulator and comparing the valve shaft position to the air pressure. Graphite packing is well known for high friction—some newer materials can withstand high temperatures with lower friction. Samson could recommend these. We have seen enthusiastic mechanics or actuators over-tighten packing glands, resulting in this problem. Tighten those bolts only enough to stop stem leakage and only after the valve has been stroked a number of times and operated at normal pressure and temperature. Replacing the packing with new, possibility different materials, is recommended.
Another (very unlikely) possibility is a bent valve shaft due to the high operating pressure. Test this by disconnecting the actuator-to-valve-shaft link and turning the shaft with a torque wrench, noting any excessive required torque.
The positioner may be maladjusted or have failed. If it has gauges, observe the relationship between the input signal and air pressure at the actuator. Kinked tubing between the positioner and actuator will restrict flow and cause slow response. An undersized or faulty interlock solenoid valve in that tubing can be a problem.
Even an undersized supply regulator or plugged air filter can be problematic. In short, check the entire installation for problems. We know of problems caused by tools stuck in valve bodies, the water in wet air freezing, valve bodies distorted by excessive forces from piping alignment, loose linkages between actuators and valve shafts, actuators filled with water or with foreign materials in them, and binding in linkages to the actuator. Careful observation and testing will find these.
If you lack technician support, call your suppliers or representatives and inform them that the problem must be corrected.
If time is an issue and local capabilities are limited, replacing the positioner is quick and straightforward, if costly, and might solve the problem. I would replace the packing at the same time.
If Samson has local presence, I would invite them to help. In these days of Internet connection, nag them until they offer more suggestions or information. They treasure their image and don’t want unhappy customers informing the world of problems.
Cullen Langford
[email protected]
A: I agree with Bela. However, to check whether the problem is the positioner, stroke the valve under pressure and by bypassing the positioner.
H.S.Gambhir
[email protected]
A: To check the size, check the detail data sheet, then calculate the valve Cv to see that the size of the existing valve is suitable (not so far from calculated Cv). Then you can say that there's no problem with the size, otherwise it would need valve resizing.
For the actuator size, consider the vendor’s (Samson’s) advice—that’s why the process data should be submitted properly during procurement to avoid mistakes during sizing.
Then troubleshoot:
- Check the actuator linearity: Inject the actuator directly using air filter regulator, check the valve response to make sure there is nothing strange with the actuator, and perform benchset if needed.
- Check the positioner output: Inject a standard signal using a handheld to make sure that positioner output is correct. Perform calibration or adjustment on the positioner as needed.
- Check the signal from control device (DCS or other), make sure that the manipulated value (MV) sent from control device is correct. Perform tuning when needed.
Budi Yuwono
[email protected]
