Test options for pressure-relief valves
This column is moderated by Béla Lipták, automation and safety consultant and editor of the Instrument and Automation Engineers' Handbook (IAEH). If you have an automation-related question for this column, write to [email protected].
Q: Are there testing systems commercially available for verifying the discharge capacity and blowdown of pressure-relief valves (PRVs)? I want to perform all tests required by NB-18 and ASME for their PRV certifications. Also, can you introduce me to some suppliers? Finally, is it possible to create a simulation unit (pilot unit) to examine the discharge capacity in addition to performing cold differential test pressure (CDTP) and seat tightness testing?
Medhi Mehdipoor
[email protected]
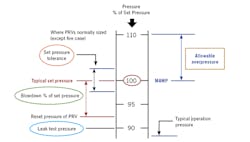
A1: Allow me to start by defining some of the pressure terms that are used in connection with PRV operation and testing:
- Maximum allowable working pressure (MAWP) is the design pressure rating of the equipment that the PRV protects.
- Set pressure is the pressure at which the PRV is set to start to open. Set pressure can equal, but not exceed MAWP.
- Reseat pressure (seal-off pressure) is the pressure at the valve inlet after closing. At that point, process fluid is no longer detected downstream of the seat.
- Overpressure is the pressure increase (accumulation) over the set pressure caused by the pressure drop through the downstream piping of the PRV. It's 6% for steam systems governed by ASME, Section I, Power Boiler Code. If the set pressure of the valve is less than the MAWP, the overpressure can be 10% or more.
- Blowdown is the difference between the set and the reseat pressures caused by the pressure drop through the inlet piping to the PRV. It's recommended to be 4% to 6% per ASME I and 7% per ASME VIII. If more, the valve closes slowly, if less, it might chatter.
- Chatter (simmer, warn) is the consequence of too small blowdown or of the PRV being oversized. This is the condition just prior to opening, at which point zero or negative forces are holding the valve closed. Under these conditions, as soon as the valve disc attempts to rise, the spring develops enough force to close it again.
In general, in-place testing of PRVs isn't performed because of the high cost of the necessary valves and bypasses. PRVs for boiler overpressure protection require code stamps to certify that their capacity and design meets ASME's boiler and pressure vessel code, Section 1. These PRVs are certified to reach full lift at 3% over setpoint. Section II of API-520 also endorses this pressure loss limit for the inlet piping.
Normally, pressure relief valves are tested with air or nitrogen, and often there's not enough gas capacity to verify discharge capacity. PRVs must be serviced after each time they pop, however, and servicing should include the replacement of the valve seat gasket. Also, it's a good idea to detect their popping by regular or wireless limit switches.
All PRVs should be tested before their installation, after each fire event, and at a frequency set by the plant. Certified technicians are required, and the testing itself is done either in a test workshop or, if field connections are provided, in situ. After testing, inspectors should check for foreign objects, welding beads, rust, signs of tampering, leakage, erosion, wear and corrosion, and verify that the flanges are clean. In addition, they should check if the tag is correct, securely tied, and that the test results are properly reported. For more information on National Board- and ASME-accepted testing laboratories, visit:
https://www.nationalboard.org/index.aspx?pageID=142&ID=63 and
https://www.asme.org/certification-accreditation/pressure-relief-device-testing-laboratories
Béla Lipták
[email protected]
A2: The National Board (NB) has a VR Stamp program that incorporates all areas of relief valve repair and testing, and part of that effort includes the test stand itself. This PowerPoint presentation provides a lot of detail on the accuracy of setting the valves, including details on the test bench: http://www.asmeconferences.org/nrcasme10/pdf/3b/3b_prv.pdf
There are several manufacturers who make test benches. If you search “relief valve test equipment,” you'll find them. Each manufacturer offers a variety of options but the most important features are:
- Volume: The more volume the test stand has, the more accurate the PRV setting will be.
- Minimal piping: The volume chamber must be as close as possible to the valve. Even a few inches can make a large difference when the PRV lifts.
- NIST traceability of the pressure measurement.
Before buying or building a test bench, you must decide what size range of relief valves you want to test and what is the maximum test pressure you'll test. (Obviously, a bench that can handle larger valve sizes and/or higher pressures will cost a great deal more.)
One last thing: the NB test centers have tremendous steam/air/water capacity at their test centers. (Some are tied to working power plants!) Your test bench will never have that kind of capacity, so you won’t be able to set the blowdowns very accurately.
P. Hunter Vegas
[email protected]
A3: To the best of my knowledge, the relief valves you install aren't designed for tight shutoff once they've “popped.” The ratings on relief valves and their testing is a “type test” performed by the manufacturer. In a typical application, the relief valve is designed to relieve overpressure in a tank/vessel at some relatively high pressure to avoid rupturing the tank/vessel. Since the relief fluid is almost always a gas or vapor, and the blowdown collection system is at atmospheric pressure, the flow through an open relief valve will be at sonic velocity; sonic flow is highly predictable and isn't dependent on the degree of opening of the relief valve. The rating of a relief valve as supplied by the manufacturer is the result of tests performed on air pressure and gives the capacity of all that manufacturer’s valves of that size.
You don't need to test relief valves in service, and you shouldn't test them unless you intend to service the valve and replace the valve seat gasket after your test. In fact, a relief valve must always be serviced each time it pops. Unfortunately, most installations have no measurement to detect the popping of a relief valve, resulting in leakage of process gas/vapor to the blowdown system or atmosphere. This isn't acceptable for process safety or in the case of toxic gases/vapors for preservation of human life. In either event, atmospheric contamination will likely occur. My advice is to install a simple limit switch to detect the popping of a relief valve. If wiring this limit switch is too costly, I suggest using any of several wireless transmitters built for that purpose, or a wireless limit switch.
Dick Caro
[email protected]
A4: There are methods of measuring the discharge capacity during relief-valve testing, but you must be aware that said measurement is not standard, so many companies will not offer the services.
I'd suggest you contact the relief valve manufacturer to see if they offer that additional test.
Normally, the relief valves are tested with air or nitrogen to see when they open, so there's not enough volume to perform a discharge capacity test. For that, additional air or nitrogen needs to be supplied and a flowmetering station needs to be added—all at an additional cost.
Alejandro Varga
[email protected]
A5: To determine discharge capacity and blowdown during test, a huge capacity test bench is required—likely available only at ASME laboratories in the U.S. Some PRV companies in India like Tyco-Sanmar have large boiler test facilities up to 2,000-psig. But even there, blowdown and capacity can be measured only on small-to-medium sized valves. To cover the full range of a larger sized PRV, an ASME laboratory is the right place.
H S Gambhir
[email protected]
