
Q: I read the “Override and selective control” article you wrote in 2017. I just have a couple of questions about the low-select control you and Simon Lucchini described when discussing override and selective control, and controlling two process variables with one control valve in a low-select configuration. Is it necessary for one of the controllers to be reverse acting (RA)? Also, does a decreasing controller output signal result in lowering the opening of a fail-closed (FC = ATO) valve, moving it towards the closed position?
Khalid Siddiqui, principal process engineer, Auto Moto Complex, Al Khobar / [email protected]
A1: Since a control valve can only be throttled by one controller, under normal conditions, it’s the normal controller (controller-N) that’s selected to control the valve. The valve can be controlled by a soft-constraint controller only if some abnormal condition arises. Under soft control, the hard alarm won’t be triggered and shutdown won’t be initiated, so the plant will be kept in operation, but its production rate might be cut back to keep the constraint controller (controller-C) on setpoint. When the abnormal condition abates, controller-N automatically resumes control without needing operator action. The actions of both controllers N and C are selected to throttle the valve in directions that will move the process toward safer operation.
For example, in the case of a booster pump application (Figure 1), under normal conditions, the RA discharge pressure controller (PIC-N) controls the valve, which is fail-closed. On the other hand, if the suction pressure gets too low, which can occur in a case such as rupturing the suction pipe, the PIC-N response moves the valve in the wrong direction. It opens the valve, further lowering the suction pressure beyond safe limits and causing cavitation—seriously damaging the pump.
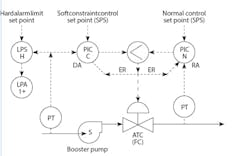
To protect against this, a soft-constraint controller (a suction-pressure controller) is added and set to the safe limit on the low side, and a low-pressure selector is installed on both controller outputs. Since the control valve is air-to-open, the low selector chooses the output of the controller and the valve is less open. When the problem is fixed and the suction pressure is once again adequate, the output of the PIC-N will return to be lower and take over throttling the valve.
If the pump is variable speed, the same controls can be implemented without using a valve, eliminating its pressure drop and conserving pumping energy. In a constraint control system, the output of one controller is always blocked. Consequently, if a reset signal is used (when the PICs have integral action), the reset signal must be external (ER), so the reset stays active when the controller output is blocked.
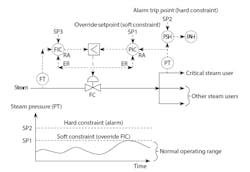
Another common selective override application is steam-flow control with pressure override. In this case, the control valve is normally manipulated to keep the steam flow constant (FIC in Figure 2), but is switched over to pressure control if the steam pressure—to the critical user—reaches the setpoint of the PIC (the soft-constraint controller). If the pressure continues to rise and reaches the hard constraint on the system (PSH), even after switching from FIC to PIC control, alarms are actuated or a shutdown is triggered.
Selective override control can be provided by using multiple override controllers. One example is boilers, where the flow of combustion air is normally manipulated under carbon monoxide control, but additional override controllers are also provided to keep opacity, stack temperature, hydrocarbons and excess oxygen within acceptable limits.
Selective override applications can guarantee valve closure. For example, when controlling the feed flow to a distillation column, a bottom-level override is provided to make sure the feed valve is closed when the bottoms level reaches 100%. If a process is too complex for the operators to manually control during startup or shutdown, automatic override controls are used. Such automatic controls provide overrides to protect against violation of several constraints. An example is starting up a distillation column, where ramping signals usually open valves, and override controls are provided to:
- Pinch steam on low-base level or on high-pressure differential, which can cause flooding;
- Pinch feed valve on high-base level; and
- Pinch reflux on low condenser level and increase it on high condenser level.
Selective control can provide smooth transition among multiple fuels. In cases where one fuel is more expensive than another, the selective override guarantees the lower-cost fuel is used before starting to supplement it with the higher-cost fuel. At this point, the flow of the higher-cost fuel starts to increase smoothly.
Béla Lipták / [email protected]
A2: A common high-/low-override control situation occurs when trying to control two variables with only one control valve. Obviously, you can’t control both measurements at the same time to keep both setpoints constant. One must be the main control variable, and the secondary will be under constraint control.
An example of low-select override occurs when controlling steam flows to a reboiler from a common steam header. Since the reboiler requires more steam, the valve opens and passes more steam. There may be several pieces of equipment on the steam header, and there may be a total steam flow limitation. Under certain conditions, the steam header pressure will get too low. The constraint control uses a pressure controller with a setpoint lower than the normal running pressure of the header.
In this configuration, the inputs to the low selector are the header pressure and the reboiler flow controller outputs, and the low-selector output is the lower of the two controllers. In this configuration, when the pressure is higher than the pressure setpoint, the flow controller controls the valve. If the valve draws too much steam and/or steam generation is reduced, and header pressure drops below the pressure setpoint, the system cuts back flow to the reboiler (i.e., closes the valve, even if the flow requirement isn’t met).
Use the low-selector override control configuration when the reboiler flow is less critical, and it’s more important to maintain the steam pressure above some minimum for more important process users.
Similar logic is used for high selection.
Simon Lucchini / [email protected]
About the Author

Béla Lipták
Columnist and Control Consultant
Béla Lipták is an automation and safety consultant and editor of the Instrument and Automation Engineers’ Handbook (IAEH).
Sign up for our eNewsletters
Get the latest news and updates
