
Our process control expert and monthly columnist, Gregory McMillan, talks about modeling and controls. He shares his industry knowledge of more than 44 years of process control experience. McMillan is a member of the Process Automation Hall of Fame. Read McMillan's Control Talk Blog.
Four Control Talk columns, which originally appeared in the February through May 2010 issues of Control, can be found online.
Initial Opportunities
When I was leaving for college, my dad said, "Make sure you use a good grain analyzer to optimize alcohol batch time and yield." Good advice, dad. These words of wisdom would be useful in the years to come at "Purple Passion" parties with tubs of grain alcohol and grape juice. The greatest value was seen 40 years later for ethanol plant optimization opportunities.
The control strategy takes advantage of an off-line or at-line analyzer of corn yield (fermentability) to provide with corn feed rate an inferential measurement of production rate as the process variable for a simple flow controller. An enhanced PID is used to deal with variable update time of the feed analyzer. The operator sets the production rate for the front end of an ethanol plant that includes a parallel train of batch fermenters. When the corn analyzer indicates the corn fermentability has increased, the ethanol production rate controller cuts back corn feeder speed, immediately translating the increase in yield to a decrease in corn feed rate. Since corn is more than 50% of the ethanol cost, the reduction in cost of goods (COGS) is significant—especially this season with a drought-compromised corn crop.
A change in fermentability also corrects the setpoint for slurry percent solids control. The tricky part here is the setting of lags to mimic the residence times of the slurry tanks and the delay to match the turnover time.
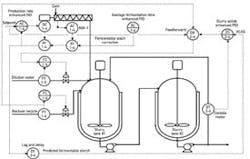
Figure 1. The control system uses a feed analyzer and a simple production rate controller to provide a rapid optimization of ethanol yield.
Feed-forward control is added to make production rate changes smoother. If the operator changes the production rate of the front end to better match up the back end distillation and purification capability, the dilution water flow setpoint automatically changes to maintain the current ratio of water-to-corn feed rate.When an off-line analyzer indicates a fermenter has reached an endpoint, the average fermentation time for the 10 fermenters is updated. A fraction of the equivalent change in fermentability from the average is taken as a bias correction to the analyzer signal.
More Opportunities
More recently, I realized I could use the slope of the batch profile for ethanol (ETOH) concentration to decide whether to end or extend the batch based on the value of additional yield and capacity. When the ETOH concentration approaches the endpoint, the slope starts to flatten out, since the alcohol concentration inhibits the yeast. If you convert the slope to ETOH gallons per minute and multiply by the analysis time interval, you have the additional ETOH until the next analyzer update. If you divide the current ETOH gallons in the batch by the number of corn bushels effectively used in the batch, you have a simple estimate of the yield in terms of ETOH gallons per bushel. If you divide the additional ETOH per batch by the yield and multiply by the cost per bushel, you have the dollar value of the additional ETOH by extending the batch. If you take the current ETOH gallons in the batch and divide by the current batch time in minutes, you have the current fermentation production rate (ETOH gpm). You could also get the production rate from the flow controller based on corn fermentability. If you multiply the production rate by the profit ($/gallon) and the analysis time interval, you have the value of additional capacity by terminating the batch. A polynomial fit of the profile based on previous historical data can offer more accurate estimates, particularly if the time between analyzer updates is large.
Cool Solutions for Hot Times
If the cooling tower can't keep up with cooling demand for hot summers and higher yield corn, the higher-than-normal temperature adversely affects the yeast, decreasing the fermentation rate. The peak in the cooling demand can be monitored, and the start of fermenters staggered to space out the peaks and even out the cooling load. If the fermenter temperature is controlled by manipulating the outlet temperature of the heat exchanger in a recirculation line, you can estimate the cooling rate as simply the exchanger inlet temperature minus the outlet temperature multiplied by the recirculation flow. If the recirculation flow does not change, the exact value is not important, since we are looking at when the cooling rate slope reverses sign, indicating a peak. The exchanger inlet temperature is the fermenter temperature, so new sensors are not required. To synchronize the temperatures, the inlet temperature can be sent through a dead time block to simulate the transportation delay through the exchanger.
General Methodology
An off-line or at-line feed analyzer is used to compute the yield of a key raw material. For a continuous front-end or a fed-batch, a process variable is computed that uses the predicted yield to provide an equivalent product flow rate. The production rate controller immediately cuts back on the actual raw material feed rate for a measured increase in predicted yield. An enhanced PID is used to deal with the variable update time from at-line and off-line analyzers. If the batch takes less or more time than normal to reach the endpoint, a portion of the inferred change in yield is used to correct the feed analyzer.
If a periodic analysis is not available during the batch, a cooling rate may provide an inferential measurement of the conversion rate in chemical reactors and in fermenters for alcohol production. An oxygen uptake rate for biological reactors can provide an inferential measurement of cell growth rate for pharmaceutical production.
Continuous on-line and relatively frequent at-line analyzer measurements are inputted to a dead time block to create a continuous train of old measurements. A new measurement minus an old measurement divided by the dead time is the slope of the concentration profile. The dead time is set large enough to provide a good signal-to-noise ratio.
From the slope near the end of the batch, the additional product produced in the dead time interval or the analysis time interval for sampled measurements is computed. The slope (e.g., conversion rate, cell growth rate, product formation rate) near the end of the batch is used to make an economic decision about whether the batch should be terminated for extra capacity or extended for extra yield.
Next, the slope is converted to product mass flow and multiplied by the analysis time interval to get the additional product mass for the given dead time or analyzer time interval. The current product mass in the batch divided by the mass of each key raw material added to the batch gives the yield in terms of product for each key raw material. The additional product mass per batch is divided by this yield and multiplied by the cost per unit mass of each key raw material. The results are summed to arrive at a dollar value of the additional product by extending the batch.
The current product mass in the batch divided by the current batch time in hours offers an estimate of the current batch production rate. Alternately, the production rate can be used from the flow controller based on predicted feed yield. The production rate multiplied by the profit per unit mass, and finally multiplied by the dead time or analysis time interval gives an estimate of the value of additional capacity by terminating the batch.
The analysis time interval should be shortened to be just large enough for a good signal-to-noise ratio near the end of the batch to make the optimization more accurate. If the analysis of the profile of a key composition or product is not available until after the batch has been transferred, the results can be cautiously used for the next batch.
About the Author

Greg McMillan
Columnist
Greg McMillan retired as a senior fellow at Solutia Inc., now a subsidiary of Eastman Chemical, in 2002. He was an adjunct professor in Washington University Saint Louis’ Chemical Engineering Department 2002-04, and retired as a principal senior software developer at Emerson Automation Solutions in 2024.
