
Key highlights:
- This article highlights how data analytics and early event detection (EED) can shift their role toward predictive maintenance and failure prevention.
- It details a large-scale deployment of rotary equipment monitoring at Reliance Industries, offering controls engineers insights into how data collection, integration and modeling work in practice.
While data analytics are typically used to track down existing problems, users are logically anxious to employ it to prevent future difficulties from arising in the first place.
To gain more detailed and accurate views into motor performance sooner, Reliance Industries Ltd. began developing a two-part rotary equipment performance monitoring (REPM) and early event detection (EED) program in mid-2023 for two asset categories at its 16 refining, petrochemical, plastics and other manufacturing facilities in India. Expected to be completed in June, the first part of Reliance’s REPM-EED program covers 11 types of critical equipment, including multi-component machines operating at 500 kW or more with no redundance, which have instrumentation and sensors for continuous, online monitoring.
EED enhances monitoring with data analytics and failure-detection algorithms. It can recognize potential failures before methods like infrared tomography, vibration and lubricant analyses, and extend users’ response and prevention intervals.
EED begins with standard connections to data, such as sensor tags, historians, events and alarms, and other sources. This information enables runtime analytics and other calculations for a content library of devices, such as pumps, compressors, extruders, turbines, centrifuges and others. These calculations also include attribute models, preprocessing and data cleansing, user-defined calculation, and first-principle and machine leaning (ML) models. Their results let EED detect situations sooner by comparing actual versus predicted conditions, using fault models, and prioritizing faults by combining fault severity with asset criticality.
Predictive, optimization and health modeling
In addition, EED employs a three-part integrated model that consists of predictive, optimization and health functions. For instance, an EED predict model can combine information about ambient temperatures, temperature and gap data for thrust bearings, and speed data. It can also combine suction or discharge temperatures and pressures with gas compositions to predict polytropic efficiencies. These predicted temperatures and gaps for thrust bearings, and expected or operating polytropic efficiencies, are examples of EED’s optimization model. Its subsequent health model is produced by taking predicted temperatures and gaps for thrust bearings, extracting temperature anomalies, adding tuning factors, and generating hybrid and heuristic models based on failure mode and effects analysis (FMEA).
“EED’s integrated model uses vibration and machine health data, as well as pressure and flow parameters, but it can also add upstream and downstream conditions, and ambient environmental conditions. All of these parameters were part of our blueprints for improving rotary device monitoring, management and optimization,” says Swapnil Kharche, digital transformation lead for reliability and maintenance at Reliance. “We built these and other sources into our EED blueprints, so we could lock in all the symptoms for each type of rotating equipment into our software and solution. We also adopted Honeywell’s Asset Performance Manager (APM) software that can detail 28 different ways that a compressor can fail.”
EED for critical equipment also relies on Expert Microsystems Inc.’s SureSense APM software that’s integrated with Honeywell’s APM platform, including its Asset Sentinel and Uniformance Insight software. These packages also work with Microsoft Azure’s Data Lake (ADL) software.
Even more importantly, Reliance’s EED team also organized three-day workshops for each of the 11 equipment types and called in engineering personnel to discuss rotary equipment symptoms and failures, develop data models, refine blueprints, and conduct user acceptance tests (UAT).
Get your subscription to Control's tri-weekly newsletter.
Rotating gains keep coming
Kharche reported it’s been 18 months since the critical-equipment, REPM-EED project was rolled out, started completing its initial models, and began pushing data through ADL. The EED team modeled about 14 assets per month, and so far it’s covered 1,095 rotating assets of the 11 device types, which serve in 492 asset trains at 10 of Reliance’s sites in India. These assets are also included in 960 projects that have been completed, redeployed and handed back to their site teams.
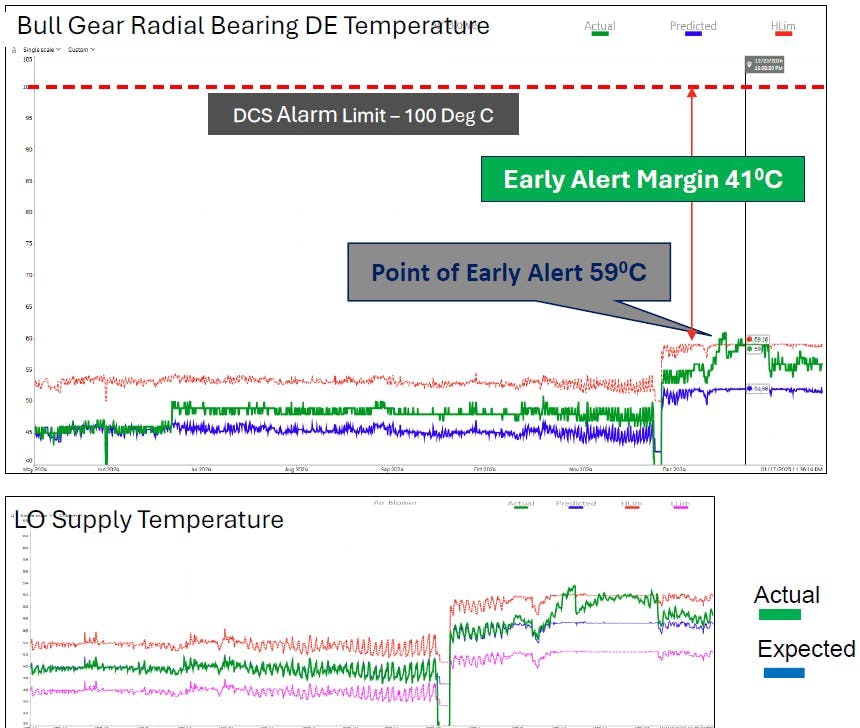
- Lube oil (LO) cooling system anomaly and preventing bearing deterioration. Fault reported was a temperature increase in a radial bearing in an integrally geared compressor’s combustion air blower. Its predicted value was 52.02 °C, but its early-alert high limit was 59 °C, and its DCS alarm limit was 100 °C. Diagnosis found that an LO cooling system anomaly was increasing the LO supply temperature and radial bearing temperature. User feedback reported a valve malfunction in the LO cooling water supply line, and that bearing temperature was normalized by using alternative cooling arrangements that didn’t require stopping operations. The benefits and savings included preventing a major breakdown and achieving a huge monetary saving by preventing lost production (Figure 1).
- Bearing failure and shutdown avoidance in a centrifugal pump. Fault reported was increased vibration in a radial bearing in a centrifuge pump. Its predicted value was 5.35 mm/sec, but its early-alert high limit was 6.7 mm/sec, and its DCS alarm limit was 16 mm/sec. Diagnosis found the vibration increase was accompanied by reduced bearing and LO temperatures, which raised suspicions of an anomaly in the LO system. User feedback reported water ingress in the bearing housing due to seal leakage. Water was drained from the LO tank, the seal was secured, and bearing temperature and vibration levels were normalized. A seal failure was avoided.
- Thrust bearing anomaly and preventing production losses. Fault reported was a vibration increase in a radial bearing on a recycle gas compressor. Early-alert high limit was 35µ, while the DCS alarm limit was 75µ. Diagnosis noted a continuous rise in the compressor’s thrust bearing temperature and displacement, indicating a mechanical defect. User feedback reported that an unbalanced situation was found, and added that naphtha injected during an opportunity window normalized the vibrations. Benefits and savings included preventing bearing deterioration and secondary damage, avoiding a major breakdown, and achieving a huge monetary saving by preventing lost production.
- Seal failure avoidance in Sundyne pump. Fault identified was low seal-differential pressure in a dissolver feed pump. Its differential presure setpoint was 6.5 bar and its predicted value was 7 bar, but its early-alert low limit was 5.5 bar and there was no low limit available in the DCS. Diagnosis revealed a decrease in seal differential pressure due to a loss of barrier fluid flow. User feedback reported a field control valve (FCV) malfunction was observed during a field inspection; the FCV was repaired and flow rates returned to normal. The benefit was avoiding a seal failure and downtime.
“Our EED program doesn’t just use data-driven models that were tuned for a few days but is built on real-time data taken right from the plant-floor,” concludes Kharche. “This is why we want our users to check APM at the beginning of their workdays because it changes how we’re able to talk to each other.”
This is part four of Control's September 2025 data analytics cover story. Read the other installments here.

