Bill Holmes, founder, Holmes AutoPilot and author of the free book, "Unleash the Power of Cloud-Based Energy Monitoring," can be reached at [email protected].
Founded in 1979 to help building owners and managers reduce energy costs, Holmes AutoPilot spent the first several years working in non-industrial facilities including schools, churches, libraries, office buildings, pools, ice arenas and shopping malls. By installing an energy monitoring system as the first step in every project, we were able to create savings of 20-67% from no-cost or low-cost changes in operation and control of existing energy systems. No new equipment or capital projects were required.
When we were managing 25-30 non-industrial buildings, we were contacted by a foundry looking for ways to reduce its utility costs. Copies of their bills showed they were spending more than all of our other clients combined. According to the conventional wisdom at the time (and still widely believed), we were told that "we couldn't touch production"—the place where most of their energy dollars were being spent was off-limits. But I thought, "What the hell, they're using a lot of energy and spending a lot of money; this could turn out to be interesting, and we could learn something." So we signed a contract and installed an energy monitoring system.
At the beginning of the project, they told us their largest user was an electric melting furnace where they melted iron for engine blocks. It was a critical process and could not be changed. However, the data from the monitoring system showed that the electric melting furnace wasn't the biggest user of electricity. The biggest user of electricity was the compressed air system—a support system, not directly part of the casting process. That was a surprise to all involved.
Knowledge saves power
When the data showed that more than 35% of the electricity the compressed air system was using was wasted, the compressor control sequences and operating procedures were modified and underperforming compressors repaired. Most of the waste was eliminated.
How could the owner have been mistaken about their largest user? How could they have not known where the several million dollars a year they were paying the electric company were being spent within their plant? How could they not have known about the waste in the compressed air system? Simple. Until the energy monitoring system was installed, they didn't have any information on the energy consumption, cost or efficiency associated with any of their energy systems.
Even though they thought that the operation of the electric melting furnace couldn't be changed, until they had the actual data, they didn't really know. They didn't realize that by sequencing the operation of the furnace with the air compressors and all of the other energy systems, the monthly electrical peak demand could be reduced a minimum of 10% without any risk of sacrificing quality.
Since that first industrial project, we've applied the same methods with similar results in facilities ranging from donut factories to meat packing plants to 80-megawatt (MW), 1,100-acre manufacturing facilities owned by G.E., Alcoa, RCA, Honda and many more. Paybacks on the investment in the energy monitoring systems ranged from a few weeks to a few months.
New lights is not the answer
With pressure from manufacturers, and incentives from government agencies and utility companies, many energy "professionals" and others seem to have decided that installing new lights is the key to saving energy in industrial plants. A lot of people are making a lot of money studying, recommending, designing and selling and installing new lights.
As I've been out of step with the energy establishment most of my career, it's not surprising that not once in any of our projects have I recommended that an owner spend money to replace adequate lighting. With a high first cost and long paybacks, they could never be justified. There are much better ways to spend that money. An article titled "Energy Costs in Manufacturing Facilities" published in Business Energy Advisor provides extensive data that shows lighting costs are between 1-2% in many manufacturing facilities.
Common sense tells anyone with experience in energy-intensive industrial plants that lighting is one of the smallest users. The fact that one of the smallest and least significant opportunities is getting so much attention and dollars is a clear sign that energy audits, benchmarking and other methods promoted by the energy establishment are flawed; they miss the best opportunities. Many certified energy "professionals" obviously don't have the technical backgrounds, field experience or understanding of industrial systems required to address the biggest opportunities in industrial plants.
Information is the answer
The people operating and maintaining the energy systems in industrial plants understand that they need more than new lights. They know that they need information to allow them to focus on the largest users, the production and production-support systems. The following email I received from a plant energy engineer illustrates that point better than I could:
"Hi Bill—In the past 10 years, we've completed a couple of lighting efficiency upgrades, a retro-commissioning and numerous energy efficiency audits, all in an effort to reduce energy consumption. All of the low hanging fruit, "low-cost/no-cost" energy conservation measures have been completed, but the estimated energy savings gained through their completion is just that: estimated. This year we will consume approximately 2.11 GWh of electricity. This is a reduction of almost 11% from 2011, but is mostly due to a turndown in the industry as well as the current economic situation. I'm looking for an energy monitoring system that can provide me with data that I can use to determine how to optimally operate the facility and to minimize energy consumption."
Another email from an engineer with more than 30 years of experience in a $5 billion metals company, in response to an article I had written, "The Energy Audit: A Sacred Cow of Energy Management," read:
"Numerous times, salespeople have tried unsuccessfully to promote the ‘benefits' of energy audits to me. But not one of them had even the slightest understanding of the technology we use! My reasoning was: how could they possibly suggest any improvements above what I had already done or were, at least, on my radar? As your article brought out, no one knows the plant as well as the internal operations staff. Thanks for confirming that my ideas are not quite as crazy as everyone else thinks."
The people who understand and keep all of the production systems operating are the experts. It's their plant. They know every inch of it and they may have installed their largest energy-using systems. They operate and maintain the systems 24 hours a day. But how could anyone expect them to operate sophisticated energy systems efficiently without any information, any more than one could expect a pilot to fly a sophisticated plane without any gauges, any data?
They need continuous information from a permanent energy monitoring system with sophisticated analytics. They need intuitive real-time screens and historical graphs and reports that allow them to see the total plant and all of the energy systems—how much energy each piece of equipment is using and how efficiently, every minute of every day.
A problem-solving process
At the beginning of every project, we identify the largest users and draw energy flow diagrams for each utility (Figure 1). We use a top-down approach when designing energy monitoring systems. The diagrams show where the energy enters the facility and how it proceeds to all of the significant systems. The screens and reports allow the user to drill down from the meters to the individual energy systems and equipment.
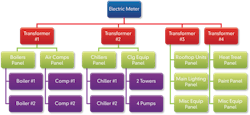
Figure 1: The first step in a monitoring project is to identify the largest users and draw energy flow diagrams for each utility. Screens and reports can allow users to drill down to individual energy systems and equipment.
This process removes the "can't touch" label from production systems. It allows an objective analysis of exactly how the production and production support systems impact the energy consumption and costs of the total facility. Keeping an open mind and applying a continuous improvement process to the monitored data has allowed us to uncover huge opportunities, which became obvious once exposed by the monitoring system, but couldn't be seen without it.
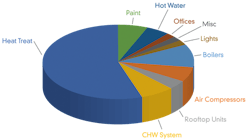
Rather than starting with the individual equipment and systems (the traditional approach practiced by most), employees need to apply a systems approach to the entire facility, a macro rather than micro view. Before making any changes, they need to first understand the total plant energy use and the contribution of all major energy-using systems to the total consumption and peak demand. They need to understand the utility rate structures that determine the costs. When is every utility dollar spent? Where is it going? By letting the actual data lead them to the best opportunities, they can focus on the largest users first (Figure 2).
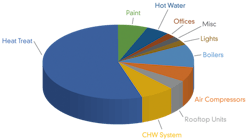
Figure 2: Before making any changes, understand the total plant energy use and contributions of all major energy-using systems to the total consumption and peak demand. Let actual data lead you to the best opportunities, and focus on the largest users first.
Some of the largest savings opportunities in our projects have come from looking at the total facility and seeing the interaction of all of the energy systems. Our general rule is, "the larger the facility, the lower the odds that anyone has ever looked at the facility and all of its energy systems as a whole, and therefore, the greater the opportunity for savings."
How to improve energy efficiency in your plant
I'm not going to give you a list of the Top 10 things you can do to increase energy efficiency and reduce utility costs in your plant. Every plant is different. I can't tell you how to run yours more efficiently.
But I can tell you that by installing a permanent energy monitoring system as the first step in your efforts and using actual monitored data and the process described above, you can uncover no-cost, low-cost opportunities to improve energy efficiency, make the required changes in operation and control, and cut your utility costs by 10-20% or more. A cloud-based monitoring system will allow you to easily access the data, share it with others in the plant, and compare it with other facilities located anywhere in the world.
Contributors to the peak demand can be identified. Loads can be shifted or sequenced to reduce peaks without any disruption to plant operations. Production efficiency in utility dollars per pound can be compared by shift, by line. Differences can be identified and productivity improved. The monitored data will help to verify and maintain the results.
In addition to reducing utility costs, the monitoring system will provide other savings, including continuous commissioning to ensure that energy systems are working properly and running efficiently. It will provide real-time fault detection and a way to be notified the instant something goes wrong. In addition, the data can be used to accurately predict savings from possible energy projects, verify the actual savings from any that are implemented, size new equipment, and do much more.
Installing a permanent energy monitoring system is the best investment you can make in energy efficiency. The payback will be weeks or months.
