Battling process information overload


Modern chemical processing plants have achieved cost effectiveness through both economies of scale and high levels of computer automation in the process control of daily operations. These efficiencies allow direct process manning and supervision to be greatly reduced per unit of production. As a result, however, fewer operators and engineers continuously managing vast amounts of current process information can lead to a typical situation of information overload.
Opportunities now exist for continuous, higher-level analysis of process information to extract its decisive content, and then immediately present it to the appropriate decision makers. Automating this complex analysis allowed us to more effectively prevent process upsets, mitigate potential emergencies, and pinpoint faulty instrumentation and equipment at FMCs facility in Tonawanda, N.Y. Installing continuous process information management and performance auditing software allowed us to realize greater benefits from our existing control systems.
FMC is using a program called Falconeer IV from Falconeer Technologies, LLC, which has demonstrated cost savings and significant improvements in the operation of two of our electrolytic processes. So far, the software has allowed us to identify faulty instrumentation and troubleshoot processes more effectively, and reduce downtime. Specifically, the software is designed to help continuously monitor optimal solution concentrations and process conditions by flagging out of limit operations, thus reducing off-spec product, unnecessary steam and raw materials use, and wasted energy.
Process Performance Auditing Objectives
Falconeers process performance solution monitors process instrumentation and process operations at our Active Oxidants Division plant in Tonawanda. The plant produces ammonium, potassium and sodium persulfates for applications including catalysts, organic synthesis and oil recovery. To improve plant efficiency and product consistency, FMC installed a Honeywell TDC 3000 distributed control system (DCS) at this facility. If total computer control could be achieved, production costs would come down and product consistency would improve. Operators could start up processes using their normal operating procedures, but turn them over to the computer once the operation had reached its normal or steady state mode, allowing the process to run on virtual auto pilot. Online validation of data would then be essential to ensuring that the instruments are functioning correctly and the auto pilot mode could function properly.

Process performance software helps prioritize operations at FMC's Active Oxidants Division chemical processing plant in Tonawanda, NY.
However, maintaining optimal levels of the various anions and cations species in the various unit operations can be difficult because theyre not all directly measured and controlled by our TDC 3000. Instead, the various units are periodically sampled and the species concentrations manually measured in a laboratory and the results then reported to the operators. Consequently, the goal set for continuously auditing these processes with this tool is to immediately identify the root cause of any process upsets to this chemistry (operating condition changes, actual faults, inappropriate operator actions, etc.) and report them in a timely manner to its users. This occurs with automatically generated advice screens, control charts, and e-mails of daily exception reports to its users detailing any issues found over the past 24 hours.
Continuous Process Performance Auditing Software
Falconeers software is working with our plants Honeywell PHD data historian and Lab Information Management System (LIMS) to comprehensively audit process performance on both a higher level process basis and a lower level individual tag or point basis. This solution isnt found in any other process performance auditing software that we know of currently on the market. Its designed to complement the current Honeywell TDC 3000 and PHD information management interfaces by performing a higher level analysis of the process data. We can then use that analysis to cut through information overload to identify what process information needs review, and when it needs to be reviewed. This augments the Honeywell GUI tools that allow us to look at the information in depth. It also enhances FMCs Abnormal Situation Management methods by providing Abnormal Situation Identification in real-time.
Falconeer IVs Sensor Validation and Proactive Fault Analysis (SV&PFA) methodology, called the Method of Minimal Evidence (MOME), continuously evaluates engineering models of normal process operation with current process measurements to identify process faults, such as faulty instrumentation. MOME is a generalized algorithm based on Fuzzy Logic1. The underlying logic of the MOME is similar to the approach an engineer or experienced operator would use to evaluate and troubleshoot the informationif they had the time and knew where and what to look for.
LIGHTENING THE LOAD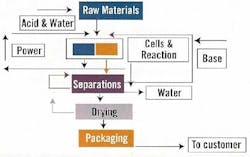
A concurrent and equally powerful analysis occurs at the tag level. All process measurements and key performance indicators (KPIs) are monitored using exponentially moving weighted averages (EWMAs), and then automatically alerted whenever those points go out of control. This virtual statistical process control (VSPC) feature of the application typically warns users of process shifts (normally non-fault events) well before they become DCS alarms or result in severe, non-optimal operating conditions.
Benefits and Successes
FMC has used Falconeer IV on the ESP process since the summer of 2003, and on the LAP process since the fall of 2004. To date, we have used these two applications mostly to head off operating problems before they caused reject product, and to ensure the process is being operated in an optimal manner. Since operating conditions in the plant are seasonable, the proper process configuration changes over time.
In one situation that Falconeer IV caught, steam to a booster jet was found to be on when it wasnt required. This one alert saved approximately $30,000 in operating expenses. Another alert on a low total ammonia inventory KPI occurred one full day before the problem would otherwise have been noticed. This proactive alert prevented a significant process chemistry upset that would have created product reject, and saved thousands of dollars.
Falconeer IV embodies a complex but extremely useful and transparent diagnostic logic, which performs a comprehensive, continuous analysis of current process data, and then immediately reports its results in a variety of user-friendly formats. Its designed to directly allow us at FMC to easily configure and change these two applications ourselves. The majority of the configuration effort involves developing the engineering models of normal process operation (they were generally already available in various spreadsheets, simulations and reports), and then evaluating them with sufficient normal process data to determine the necessary statistics. Such ease of configuration and maintenance makes this technology extremely viable and cost effective, helps ensure that actual applications dont become obsolete over time, and that its full benefits are always available to its intended users.
Employing such complex analysis continuously enables us to more readily deal with the relentless deluge of process information gathered by our DCS. Continuously analyzing this information to better identify its decisive content, and then immediately conveying these results to the appropriate personnel, so that timely actions can be taken, has proven to be extremely beneficial. It acts as a virtual supervisor, being proactive and immediately responsive in its ability to provide its users better information for better decision-making in a timelier manner to save money and continuously improve current process operations.
Other examples of operational improvements directly derived from using Falconeers software suite include:
- Sensor validation and proactive fault analysis (SVPFA) module found several process sensors routinely used to control the process to be in error.
- Virtual statistical process control (VSPC) module detected Coriolis meter density and flow components failure 12 to 18 hours prior to TDC alarms. The meters temperature component was unaffected and remained validated.
- SVPFA module traced a crystallizer vacuum leak to a condenser unit.
- SVPFA module also correctly diagnosed crystallizer overflow pump failures twice over a six-month period, and pinpointed a catholyte pump flow failure.
- VSPC module detected numerous controlled variables operating unintentionally in manual control.
- SVPFA module identified a pH probe that was not properly located in its unit.
- VSPC module detected an incorrect operator adjustment to an air bleed for the current steam feed.
- SVPFA module identified numerous failed or miscalibrated flow, density, temperature and pressure sensors routinely used to monitor the process.
- SVPFA module discovered a higher-than-expected unmeasured flow in one unit operation.
- Some of the SV&PFA module engineering model residuals provided supporting evidence for expected, but unmeasured, process phenomena such as fines destruction and crystallizer boiling point elevation.
Consequently, these two performance auditing systems have already demonstrated a very acceptable return on investment (ROI) from improved process operations.
Bibliography
Fickelscherer, Richard J., Douglas H. Lenz, and Daniel L. Chester, Fuzzy Logic Clarifies Operations, InTech, pp. 53 57, October, 2005.
| About the Authors |
