

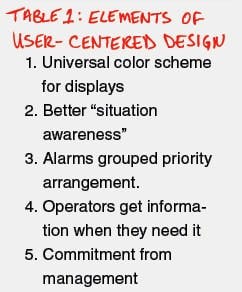
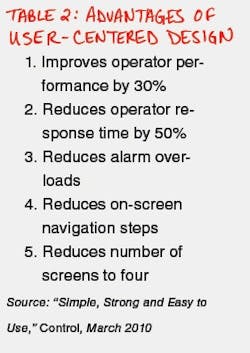
Tables 1 and 2 summarize the elements and advantages of UCD, and Jim's article describes how it all works.
About the Author

Check Control Global on Google+
But does anyone actually use UCD in process control applications, and if so what are the challenges and benefits? Yes, several companies employ it to great advantage, and some have been doing it for years.
UCD vs HFE
One reason that applications are widespread is because UCD isn't new. "User-centered design is just the latest fad term for human factors engineering (HFE), which has been going on for 70 years," says Dave Strobhar, chief human factors engineer at Beville Engineering (www.beville.com), an engineering firm in Dayton, Ohio. "Any human factors professional is doing UCD."Bob Zapata, automation team lead, Refining Business Improvement at ConocoPhillips (www.conocophillips.com) in Houston, Texas, agrees. "We've been using UCD for about eight years now," he says. "Our human-centered designs are primarily centered on an improved HMI based on the Abnormal Situation Management (ASM, www.asmconsortium.net) consortium's guidelines and practices."
Zapata reports resistance along with the benefits. "We've used human factors consultants in the design and layout of our control rooms along with our project and control folks," he reports. "Unfortunately, some buildings are viewed as Taj Mahals, and some plant managers want to direct the design, which restricts some of our HFE designs. It hasn't been smooth, he laments. "One of the greatest challenges we experience is support for new concepts and ideas. Humans resist change, and some vocal and powerful operations supervisors can derail a project."
Ian Nimmo, president of User Centered Design Services (www.MyControlRoom.com) in Phoenix, Ariz., reports the same attitudes. "Traditions and ‘never done it that way before' are typical attitudes," he says.
Working with Operators
One major point of disagreement in UCD whether the operators should be involved. Stephen Goldberg, director of the industrial systems division at Matrix Technologies (www.matrixti.com), says yes. Matrix is a systems integrator in Maumee, Ohio, that's provided "literally hundreds of systems that were based on UCD," according to Goldberg. He says he relies on operators.
"If you get to know the operators and really understand the pain points in the systems they operate, they are a wealth of information. "Simple items are often overlooked by engineers and designers because they don't have the same perspective as the person who lives with the system day to day."

The Rockwell team began by interviewing several of the plant's operators to fully understand the application, the needs for the new system and any pain points of the existing system. "After this assessment, the manufacturer upgraded to PlantPAx with little to no downtime," Pezzopane reports.
Not everyone shares these views about operator involvement. "We used to allow the operators to build graphics, but that isn't our practice now," he notes. "That allows us to retain the same look and feel across all units on the DCSs.
But operator opinions are important. We obtain their feedback regularly on what is working or not working."
Strobhar adds, "The users themselves don't know what they need," offers Strobhar. "This is not unique to process plants. Asking someone what they want or need will not be UCD. You will end up with a wall of monitors with very colorful graphics. Operators want colorful displays because they're more aesthetically pleasing."
Often what operators say they want and what they use can be completely different. Sometimes they ignore the colorful graphics and 3D animation and bring up a plain old trend or faceplate display instead. But you'll never know unless you watch them.

Figure 2: With the Operator's Console Recorder from Longwatch, you can see what operators really watch on the job.
The operator's console recorder (Figure 2) from Longwatch (www.longwatch.com) records everything the operator sees on the HMI. Automation system designers can use the recordings to see what operators do during an event, what displays they actually watch, and for training purposes.PDA Does UCD in SCADA
Process and Data Automation (PDA, www.processanddata.com) revamped the control system for the Erie Wastewater Treatment plant in Erie, Penn. It was a typical upgrade project. That is, the plant had been updated in piecemeal fashion for the past 20 years; new equipment was not always compatible with the older hardware; and its SCADA system needed a complete upgrade. "This project required control, data collection and operator interface knowledge," says Tim Andrews, PDA's product manager.
"We identified the common problems with the system and where there needed to be improvements," added treatment plant operations supervisor Rob Munro. "Sometimes the equipment was so old that its screens showed applications we no longer used or identified equipment we no longer had."
"The operators and maintenance staff at the plant helped identify specific capabilities of equipment in the plant that weren't exploited in the old system," adds Joseph Snyder, PDA's president. "From this they had custom screens created that helped them drill into specific areas for details and troubleshooting purposes."
"The arrangement was ideal because it kept costs down and familiarized our electricians and maintenance staff with the new controls," Munro said. "Our employees worked by PDA's side and received critical on-the-job training, giving them a working knowledge of the system."
"We find many advantages to executing a project in this manner," Snyder explains. "The most glaring improvements, particularly in the short term, are ease of deployment and training, along with a much higher degree of ownership among the direct users. Users can better visualize the operation and correct irregular performance issues."
MGC Advanced Polymers (www.mapnylon.com) had similar problems when it updated the control system for its plant in Colonial Heights, Va. According to Andrew Digrys, project engineer at MGC, "The batch automation at the plant used custom code without any use of common or uniform control modules. The lack of a uniform approach resulted in custom and unnecessarily complex code that was poorly documented."
Once again, operators got involved. "Plant personnel participated in every phase of the design effort," reports Digrys. "They provided insight into the design deficiencies of the original codes, ensuring that processes and procedures were streamlined and simplified."
Performix (www.performixinc.com), a software vendor in Houston, Texas, also developed HMI screens with the help of operators. Fred Ungerer, COO at Performix, explains that his company was asked by a silicon products manufacturer to use UCD to improve batch recipe authoring. "A number of focus groups were held with operators between the ages of 18 to 65," explains Ungerer.

Figure 3: With the help of operators and UCD, Performix developed this HMI screen to make it easier for operators to enter and work with batch recipes.
The result, depicted in Figure 3, ensured the operators would be one click away from the information or work that needed to be accomplished. "During subsequent testing and training sessions, the operators only required two or three practice orders to feel comfortable with the new solution," he says.
Blueprint for UCD
Concept Systems (www.conceptsystemsinc.com) a systems integrator in Albany, Ore., has a procedure for UCD-based projects. Michael Gurney, vice president, explains: "To achieve UCD, we work with a single point of contact at the company, where they are the conduit to involve all the other departments. Our job is to ask the right questions and draw out the information we need to design a quality system."
"At the early stages of the design, we produce a functional design document. Based on the customer's design needs, the document outlines what the entire project will entail, including an overview of the system's setup, operation and statistics, and how the new automated system will function with it."
The preliminary design stage is completed ahead of the actual programming. The customer must approve the preliminary HMIs before the design process goes forward.
"UCD helps solidify the design and the customer's views," Gurney explains. "It's very common for engineering and operations to be on two sides of a wall. What we're really trying to do is break that wall down and bring everyone into one room, so we can build what they need to operate and, when they start the system, they have all the tools they need."
"The primary challenges are getting everyone working together for a common outcome, getting the right people involved, getting everyone to take the time upfront to think about the operation, and getting operators and engineering on the same page," reflects Gurney. "Part of my job when working with them is to get everyone excited—to get them thinking: What are the possibilities? What can I do to make this better?"
Not all user-centered design projects involve simplifying HMI displays. Sometimes they involve simplifying other kinds of tasks, such as I/O and field wiring.
Franck Jouault, manager of the system department at Solvay's chemical and plastics plant in Tavaux, France, had to replace two process control systems—one for a laboratory and one for an industrial process—with a total of 1500 I/O. Solvay was upgrading from a "classic I/O" system with standard field wiring, marshalling cabinets and DeltaV control system cabinets, to Emerson's CHARMS I/O system, which essentially does away with traditional I/O architectures. Instead, I/O modules plug into an Ethernet network and can be assigned to any controller. Making sure that it all worked was Jouault's task.
Solvay started out by testing a small system in March 2010 to make sure the field devices used on site were compatible with CHARMS. "Our main concern was the interoperability of the field devices and CHARMS," explains Jouault. "We conducted tests to verify that examples of all transmitters used on the site were interoperable with CHARMS, including wiring, HART pass-through, redundancy and communication with the safety logic solvers."
Once satisfied with the test, Solvay proceeded with the two major conversions, and the facility was back up in September 2010. Jouault says that simplifying the I/O has made life much easier on technicians, operators and maintenance people.
- It added flexibility to the design of the architecture. Having I/O available in a network versus assigning it to a controller through an I/O rack gives more flexibility in the management of the CPU load.
- It reduced the complexity of the project. Because CHARMS combines marshalling and the I/O card, engineering work, the number of cabinets and the wiring activity are all reduced, providing for faster commissioning and start-up.
- It made maintenance procedures easier. Simplified wiring facilitates troubleshooting and limits the impact to one loop in case of a failure. With a classic I/O card, eight loops can be affected when a card has to be replaced.
- It simplifies management of change. Now it is easier to define what hardware is required for the system.
"It's easier to add controllers and processing power because they are totally separate from the I/O," adds Jouault.
MCG Revamps Automation Systems
Increased demand for its products prompted MGC Advanced Polymers to upgrade its plant automation to a Yokogawa process control system. Andrew Digrys, project engineer at MGC, reports that operators were crucial to the success of the project.
"Operator input was required and deemed essential in the development of the new functional requirements because of their process knowledge and experience," Digrys explains. "Their input was a key component in correcting deficiencies in existing automation functionality and detailing processes for new functionality. Operator input in the design phase of the project also had the benefit of ensuring positive acceptance."
The old batch automation system was based on custom code that was poorly documented. The new automation plan required the participation of operations personnel to generate functional and detailed operation design documents that could be used for a modular and fully ISA-88-compliant batch control system.
The project included a complete redesign to a fully compliant ISA-88 application using generic unit models. Control functionality was standardized for all similar components from equipment modules through unit models.
"Operators assisted in identifying key areas of the process where issues existed," says Digrys. "They provided insight and direction for the improvement of processes and procedures that could be included in the new ISA-88 batch design. They understood what portions of the previous automation could be used and what could be eliminated."
With the help of operators, display graphics were reworked and improved so that pertinent process data was visible and fully accessible. New batch Interlock displays using informative flow charts provided clear execution details that were easy to read and/or follow. These new displays proved to be an excellent troubleshooting tool for operations and maintenance personnel.
Digrys reports that the project was a success. "The number of operator human interface station graphics required for plant production was reduced significantly. The remaining graphics were enhanced by adding clearer automation messages that were pertinent to the operators. These detailed batch operator messages were key additions that provided real-time details of executing batch steps."
The new modular design provided a better means of handling process upsets during very critical phases. Plant production constraints were identified and corrected, providing improved quality while reducing batch cycle times and improving production rates. The redesigned system, using unit operations and procedures, provided the ability to construct and implement new recipes for different product grades without requiring an automation redesign.
UCD Down Under
Worsley Alumina includes a bauxite mine in Boddington, Australia, and an alumina refinery and port facilities near Collie, Australia. In 2006, User Centered Design Services began a project to upgrade the control rooms and the process control systems.
"Worsley started out with some very bad control room problems," reports Ian Nimmo, president of UCSD. "These included poor HMI design, alarm overload and bad ergonomics." Other problems included a lack of formalization of alarm management, no alarm philosophy and no HMI style guide or philosophy.
"Traditionally, the alumina industry hasn't tried a centralized control facility, even though we identified many common feed interactions and common utilities," Nimmo reports. "We proposed a centralized theater-style control room (see Figure 1), but management rejected the very thought of this. So we prepared a detailed comparison of control room strengths and weaknesses and a list of good practices and how to prevent bad practices." Worsley management eventually accepted the theater style control facility.
"We made significant improvements to their alarm management by first adopting a new alarm philosophy based on ISA SP 18 and EMMUA 191 guidelines," Nimmo says. "This reduced worst-case alarm floods from 13,450 alarms per hour to 11 alarms per hour. A major redesign of their HMI included moving away from traditional P&ID graphics to new HMI standards. This had a dramatic effect on operations as operators became proactive rather than waiting to respond to alarms and being reactive."
Worsley was one of Nimmo's first customers to experience the benefits of UCD. "We have since repeated this exercise in Europe at the Borregaard Bio refinery (Sarpsborg, Norway www.borregaard.com)," notes Nimmo. "They also captured similar benefits and are enjoying the low stress and improved situation awareness, as established by the ISO 11064 UCD philosophy."
Consulting Operators in a UCD Project
Matrix Technologies in Maumee, Ohio, says it has provided hundreds of systems that were based on UCD. Here's how they use operators to help with a project, as reported by Stephen M. Goldberg, director of the industrial systems division.
Many clients have benefited from our project implementation strategy of operator input during the collection of information for functional specification and pre-shipment testing. There are usually many simple things requested by operators that they "need" to more efficiently run the process. This input is necessary where the operations team is much more familiar with a process than the client and integrator team implementing the system. One of the biggest benefits is quicker acceptance by the plant operations team, which results in a more efficient start-up.
"In a recent case we were duplicating an existing system based on a custom HMI, motion control and PLC," he says. "The customer wanted an off-the-shelf HMI and to upgrade the PLC and motion controller. By working with the operators we were able to come up with some definite improvements.
"The operators identified a screen that would help them more quickly find the system faults. The new equipment helped to eliminate many problems, but when the problems occurred, they were much easier to find and remove so that processing could be more quickly restarted. "
Many times the client is reluctant to involve this level of personnel due to greater complexity in gathering information from the "right" operator. Gaining the trust of the selected operator is also very important. You need to have a close mutual relationship to make sure the operator trusts you and that you can trust what input they are giving to be valid and helpful.
Dan Hebert is Control's Senior Technical Editor.
