

Check Out Montague's Google+ profile.
You don't know how much crisper your vision can be until you put on your new glasses. You don't know how much physical flexibility you can regain until you learn some yoga stretches and/or go to a good chiropractor. And you don't know how many performance gains you can make until you use variable-speed/frequency drives (VSDs, VFDs), servomotors and servo drives, intelligent motion components with real-time feedback and digital networking, and other recent innovations. Still, some developers and users are showing what flexible motors and drives can do if given a fair chance.Big Gears, Big Jobs
For instance, Detour Gold Corp.'s open-pit Detour Lake gold mine in Ontario, Canada, recently commissioned and started running four low-speed, dual-pinion drive systems with ABB's ring-geared mill drives and reached commercial production in August 2013. Located about 8 km west of the Ontario-Québec border and 180 km northeast of Cochrane, the mine has proven and probable reserves of 15.6 million ounces of gold.
ABB supplied the four dual-pinion, low-speed drives for the mine's two semi-autogenous (SAG) and two ball mills, which each consist of of two synchronous motors, converter transformers and ACS6000 frequency converters, including active rectifier units that allow the mill drives to achieve a power factor of 0.90 leading (Figure 1). ABB also delivered the PLC to control the drives and mill auxiliaries. Each mill drive has a rated power of 15 MW. The low-speed concept operates without a gearbox, so motors drive the pinions directly, which increases overall system efficiency. The drives also feature variable-speed operation, real-time and frozen-charge protection, frozen-charge remover function, and controlled roll-back and positioning without an added drive.
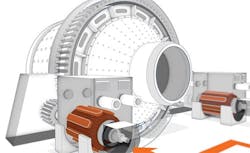
Figure 1: An illustration shows how Detour Lake gold mine's semi-autogenous (SAG) and ball mills use ABB's dual-pinion, low-speed, ring-geared mill drives to improve process and energy efficiency.
ABB
Likewise, industrial agitator builder Ekato Systems in Schopfheim, Germany, recently doubled the size and tripled the production of its largest Unimix model to implement what it reports is the world's largest, discontinuous toothpaste production system, which allows more versatile product changes than continuous methods. The system includes two mixers, each with 10,000-liter effective volumes, which can produce 6,000-11,000 kg of toothpaste per hour.
To ensure uniform dispersion and produce homogeneous product, especially when adding ingredients such as sodium fluoride, the mixers must handle high radial and axial loads due to high-viscosity ingredients. So, Ekato implemented two 250-kW motors with SK 15407 three-stage, helical-bevel gear units from Nord Drivesystems that provide nominal output torques of 242,000 Nm. Liquid ingredients are either measured and vacuum-inserted into the vessel or dispensed by gravimetric methods. Powders and thickeners to increase viscosity can be added via the integrated homogenizer or drawn into the vessel through a valve at its base.
Variable Speed = Control Element
Why doesn't everyone design and build motors into their applications with these kinds of capabilities? Well, even though some have been available for years, many advances in motors and motion still struggle to achieve mainstream acceptance and implementation because users still think and design their applications in terms of fixed speeds and performance.
"The traditional instrumentation and control engineering culture since the pneumatics days has been to design control loops and variables like flow and pressure by assuming that the plant is running at a fixed speed, and then control restrictions in the pipe with a valve," says Sergio Gama, market development director for intelligent motors controls at Rockwell Automation. "More recently, many pumps, fans and other equipment added VFDs, so they can run at whatever speed is needed."
However, because old motors must run at one speed, Gama adds, if a process needs a 138-hp motor to run a pump, but only a 160-hp motor is immediately available, then the replacement will consume 22 hp more than needed and produce too much flow. As a result, a control valve will be needed to restrict the flow to what's needed, but this will waste even more energy. "But a VSD can adjust its speed to 138 hp, and so adding some intelligence means the final control element is no longer the valve, but is the drive and the motor," explains Gama. "Variable speed is also more efficient, which is why its installed base has grown so much over the years."
In addition, even though there are many types of motors, from traditional induction to motors that don't like centrifugal loads to those that perform lifting tasks, they all can use similar control algorithms, and today's drives can execute whole libraries of control models. "Our low-voltage PowerFlex 525, 755 and 763 drives can execute multiple types of control algorithms for required velocity, torque and even positioning," adds Gama.
Motion Moves Up
Beyond enabling flexible operations, VFDs and other increasingly smart motors and motion components are participating more closely in process control infrastructures and upper-level networks.
For example, Bestech in Sudbury, Ontario, reports its ventilation-on-demand (VOD) systems are needed in mines to automatically adjust to peak and non-peak demand periods, and direct airflows where and when needed. As a result, a diesel loader entering a particular area may require 100% air volume, but a drill entering a different area or the same area at a different time may require only 20% air volume. Consequently, Bestech adds, fan speeds can be set so full performance requirements are met at 5% to 10% of full motor speed, which reduces power consumption 70% to 90% compared to fans running at maximum speed.
To coordinate the components involved in these VOD processes more efficiently, Bestech recently developed its NRG1-Energy Consumption Optimization (ECO) system with help from the Center for Mining Excellence and mining companies Vale and Xstrata Nickel. Specifically, Vale needed Bestech to tailor a VOD system for its Coleman mine, which already had some VFDs, regulators and fans. As a result, on one level of the mine, auxiliary fans are controlled by Rockwell Automation's Allen-Bradley PowerFlex 700H 600-V VFDs on skids underground, which reduce energy used during fan operation by precisely regulating motor speed and maintaining torque levels to match needs of the load. The VFDs also reduce the mechanical stress on the motors by providing soft-start capability. Next, after installing NRG1-ECO, Vale installed Allen-Bradley PowerFlex 7000 medium-voltage VFDs in a portable enclosure on the surface of the mine to help reduce energy use and ventilation costs. In addition, the new VOD system includes a series of airflow meters, air temperature sensors and carbon monoxide detectors.
On another level in the mine, fans, regulators and airflow sensors are controlled by Allen-Bradley Bulletin 1747 SLC 5/05 PLCs and Allen-Bradley MicroLogix 1400 PLCs. The sensors seamlessly connect with Allen-Bradley CompactLogix L35E programmable automation controllers (PACs) to allow system-wide control, while their EtherNet/IP network connects all the fans, regulators and sensors to the controllers for seamless communication on a common network infrastructure.
Since implementing its revamped VOD system, the Coleman facility has realized greater energy savings than the 30% it originally anticipated The VOD system also is helping the mine reduce its carbon footprint by 1,577 kg of carbon monoxide for every kilowatt reduction in energy use. "Taken all together, these numbers illustrate significant cost savings for the Coleman Mine," says Paul Lalonde, Bestech's automation product developer. "We expect to see a savings of approximately $1.4 million in energy costs per year, and the VOD system is contributing greatly to these overall savings. The VOD system is also helping to save about 3 million kilowatt hours or 540 tons of carbon monoxide per year."

