
The heart of a brewing operation is boiling the wort. Brewing starts with the addition of malted barley grain and water to the mash cooker. Mashing allows the enzymes in the malt to break down the starch in the grain into sugars, typically maltose, to create a malty, sugary solution. After mashing, the resulting solution flows to a filter press that separates out the grain. Matt Brewing Company sells the filtered grain byproduct to local farmers as animal feed.

The boiling operation continues for 90 minutes, evaporating about 5% to 10% of the solution. This operation, which includes the addition of the hops, sterilizes the wort and affects flavor, stability and consistency. The hops provide bitterness and flavor. Following wort boiling, the solution goes through a period in fermentation tanks and finally packaging in bottles and kegs.
Steam pressure management is crucial. Depending on the atmospheric pressure, we need to control the steam pressure to get more or less BTUs of heat into the kettle. A pound of steam represents a certain value of BTUs. Steam cost is one of the most important energy variables Matt Brewing deals with. We were looking for a way to improve steam quality and reduce steam use. We consulted with R.L. Stone Co. (www.rl-stone.com), Syracuse, N.Y., on instrumentation to optimize the wort boiling operation.
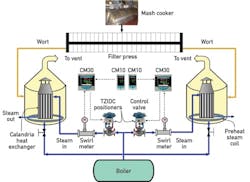
The new instrument system measures and computes mass flow rates of steam to control heat for boiling the wort. As the wort temperature reaches the boiling point, the steam in the bottom preheat coil shuts off, and the recently installed automatic steam heating system takes over. From the steam header, the saturated steam flows through a control valve and an ABB Swirl flowmeter before reaching the kettle. (Figure 2)
The Swirl meter is a "vortex precessing" meter, somewhat akin to a vortex-shedding flowmeter, except that the Swirl meter has far better turndown at low flows and requires minimal upstream and downstream straight pipe, compared to other flowmeter types. We selected this type of meter because our piping geometry was tight, leaving very little space for straight pipe to condition the steam flow (Figure 3). The Swirl meter contains a built-in inlet flow conditioner and outlet straightening vanes, which saved the expense of re-piping the brewhouse.

When starting a batch, the operator dials data representing the volume of wort in the kettle into an ABB ControlMaster CM10 flow computer. (Figure 5) This unit calculates the optimum mass flow rate of steam based on wort volume and feeds that rate to the ControlMaster CM30 single-loop controller as a setpoint. The CM30 provides indication, recording, math functions and proportional/integral control of the steam mass flow.


The CM30s receive the steam mass flow rates from the Swirl meters and convert them to engineering units used in the brewing process. The CM30s compare the actual versus desired flow rate, and develop a control signal to maintain the predetermined setpoint. The 4-20 mA DC control signal goes to a set of ABB TZIDC intelligent electro-pneumatic positioners we installed on our existing Fisher control valves. An I/P (current to pneumatic) module within the TZIDC positioner precisely regulates air flow to pressurize and depressurize the valve while minimizing air consumption.
The displays for the CM30s indicate the desired steam mass flow rate (the control setpoint) based on the kettle volume, the measured steam mass flow rate in lbs/hr, and the percent control valve opening. The CM30 controller can also display steam flow rate trends. The CM10 displays wort volume in the kettle dialed in by the operator.
Prior to the installation of the new instruments, we collected three months of data for the wort boiling operation. Measured and calculated variables included kettle volume, steam pressure and temperature, percent evaporation, and necessary water additions. We compared the data we collected to what we believed to be optimum operating conditions and estimated possible savings.
Our savings have resulted from reduced natural gas costs and water usage. The new system for controlling steam pressure has generally reduced required steam pressures from 24 psi to 12 psi. The new system reduces steam use by approximately a third, depending on the brew volume and the operator. It also saves about 1200 gallons of water per brew cycle. We estimate the savings at approximately $630 per day (about $230,000 per year), and the payback time for the instrumentation project is about three to four months.
The results of the new control system are better quality and shelf life for our products with the added benefits of reduced energy and water use. We're considering adding a system to automatically send a signal value for wort kettle volume to the CM10 controller. This would eliminate manual entry errors. We're also planning to add a system for reclaiming energy from plant wastewater to generate electricity for the plant.
